


جوش آلومینیوم به آهن یا فولاد از پرکاربردترین اتصالات ناهمجنس در صنعت است. یکی از اصلی ترین دلایل کاربرد بالای این نوع اتصال، لزوم کاهش وزن وسایل حمل و نقل بوسیله استفاده از مواد سبک تر است. کاهش وزن وسایل حمل و نقل موجب کاهش چشمگیر انتشار گازهای آلاینده میشود. به طور معمول، فولاد پرکاربرد ترین آلیاژ استفاده شده در ساخت این نوع تجهیزات است. آلومینیوم با چگالی معادل یک سوم آهن، انتخاب مناسبی برای جایگزینی فولاد محسوب میشود، اما به دلایل مختلف ساختاری، جایگزینی کامل آلومینیوم با فولاد در اغلب موارد ممکن نیست. بنابراین جوش آلومینیوم به آهن کاربرد زیادی در این موارد پیدا میکند.
مشکلات جوش آلومینیوم به آهن
جوش آلومینیوم به آهن مشکلات متعددی دارد. با این وجود، جوشکاری به دلیل صلبیت و استحکام بیشتری که نسبت به روش های دیگر اتصال این دو آلیاژ دارد، روش مطلوبی محسوب میشود. از دیگر روش های اتصال دهی این دو آلیاژ میتوان به لحیم کاری سخت ، اتصالات مکانیکی و چسب اشاره کرد.
جوش آلومینیوم به آهن از دسته اتصالاتی محسوب میشود که اصطلاحا بسیار ناهمجنس هستند. جوش آلومینیوم به مس و آلومینیوم به تیتانیوم نیز در همین طبقه بندی لحاظ میشود. اصلی ترین دلیل طبقه بندی این اتصال ، اختلاف بسیار بالای نقطه ذوب این دو فلز است که موجب مشکلات متعددی در جوشکاری ذوبی میشود. نقطه ذوب فولاد حدود 1370 درجه سانتیگراد و نقطه ذوب آلومینیوم در حدود 660 درجه سانتیگراد است.
تشکیل ترکیبات بین فلزی در جوش آلومینیوم به آهن
به جز نقطه ذوب، غیرقابل حل بودن این دو آلیاژ در یکدیگر دلیل دیگری برای این مسئله است. جوش آلومینیوم به آهن ، در جوشکاری های ذوبی مثل جوشکاری الکترود دستی ، منجر به ایجاد ترکیبات بین فلزی ترد میشود. به دلیل کم بودن حلالیت آهن در آلومینیوم (حدود چهار صدم درصد) در دمای حدود 350 درجه سانتیگراد، با افزایش سرعت نفوذ، رسوب شدن این ترکیبات شروع میشود.
تشکیل ترکیبات بین فلزی
با رسیدن به دمایی پایینتر از دمای ذوب آلومینیوم، بخش قابل توجهی از این اتصال از ترکیبات بین فلزی تشکیل میشود. این واکنش، بر پایه نفوذ است و سرعت آن بستگی به دما و زمان نگه داشته شدن در آن دما دارد. ترکیبات بین فلزی شامل ترکیباتی مثل Fe3Al ، FeAl ، FeAl2 ، Fe2Al5 و FeAl3 میشود. همگی این ترکیبات سختی بالا، انعطاف پذیری نزدیک به صفر و چقرمگی شکست بسیار ضعیفی دارند.
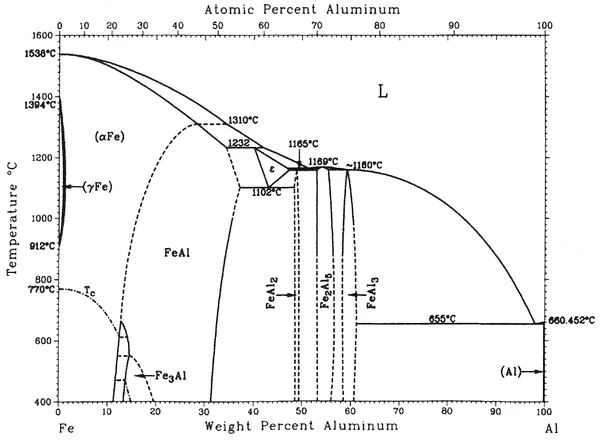
نمودار فازی آلومینیوم آهن
به جز تشکیل ترکیبات ترد بین فلزی و اختلاف نقطه ذوب، جوش آلومینیوم به آهن ، با مشکلات دیگری از قبیل اختلاف رسانایی حرارتی و ضریب انبساط نیز مواجه است. در نتیجه تمامی این مسائل، جوش ذوبی آلومینیوم به فولاد ، به دلیل تردی اتصال، اتصالی نامطلوب تلقی میشود.
راهکارهای جوش آلومینیوم به آهن
تشکیل ترکیبات بین فلزی در جوش آلومینیوم به آهن بر پایه نفوذ انجام میشود و بنابراین تحت تاثیر دمای فرایند و زمان انجام واکنش است. راهکار های معمول جوش آلومینیوم به آهن بر پایه کاهش دمای اتصال ، کاهش زمان اتصال یا تغییر فصل مشترک انجام اتصال بنا شده اند.
جوش آلومینیوم به آهن با لیزر
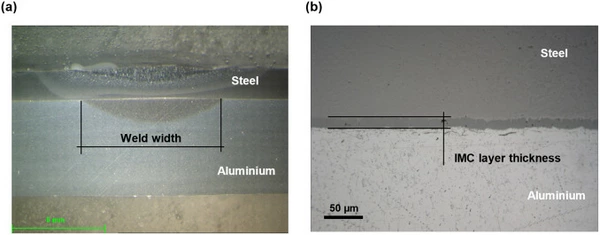
یک راهکار برای جوش آلومینیوم به آهن افزایش سرعت جوشکاری و سرعت سرمایش است، به گونه ای که ترکیبات بین فلزی امکان تشکیل نداشته باشند. روش های جوشکاری ذوبی بر پایه پرتو مانند جوشکاری لیزر یا جوشکاری با پرتو الکترونی از تکنیک هایی هستند که سرعت جوشکاری بسیار بالا دارند. تمرکز حرارت بالا و حرارت ورودی پایین نیز موجب افزایش سرعت سرمایش این اتصالات میشود. بنابراین، زمان کافی به ترکیب برای ایجاد ترکیبات بین فلزی داده نمیشود. لازم به ذکر است که در صورت تشکیل این ترکیبات نیز، برای هر کاربرد، حد استانداردی برای تشکیل ترکیبات بین فلزی وجود دارد. چنانچه ضخامت ترکیبات بین فلزی ایجاد شده کمتر از این حد باشد، اتصال انجام شده قابل قبول محسوب میشود.
آبکاری فولاد برای جوش آلومینیوم به آهن
آبکاری فولاد با آلومینیوم به روش غوطه وری یا لحیم کاری راهکار دیگری است که جوش ذوبی آلومینیوم به فولاد را ممکن میکند. البته باید این مسئله در نظر گرفته شود که دمای لایه آبکاری شده به حدی نرسد که فلز پایه فولادی با لایه پوشش تشکیل ترکیب بدهد. پوشاندن آهن با لحیم نقره نیز راهکار دیگری است. در این صورت، جوش آلومینیوم به آهن به روش ذوبی با الکترود آلومینیومی انجام میشود. راهکار های بر پایه پوشش دهی معمولا استحکام خیلی بالایی ندارند و بیشتر برای کاربردهای غیر حساس انجام میشوند.
استفاده از لایه واسطه برای جوش آلومینیوم به آهن
استفاده از لایه واسطه راهکار مناسب دیگری برای جوش آلومینیوم به آهن است. این لایه واسط دوفلزی یا بای متال از آهن و آلومینیوم تشکیل شده است. لایه واسطه با روش های بر پایه نورد گرم ، جوشکاری انفجاری ، جوشکاری اصطکاکی و روش های دیگر جوشکاری غیر ذوبی ساخته میشود. سپس جوشکاری ذوبی آلومینیوم به آهن بوسیله اتصال دهی لایه آلومینیوم به فلز پایه آلومینیوم و لایه فولاد به فلز پایه فولاد انجام میشود. در این صورت میتوان از روش های معمول جوشکاری مثل جوشکاری میگ و جوشکاری تیگ استفاده کرد. اینجا نیز تمهیداتی باید اندیشیده شود تا بین لایه واسط بای متال ترکیبات بین فلزی تشکیل نشود. برای مثال، توصیه میشود که اتصال آلومینیوم به آلومینیوم قبل از آهن انجام شود.
جوش آلومینیوم به آهن با روش های حالت جامد
روش های جوشکاری حالت جامد مانند جوشکاری اصطکاکی و جوشکاری FSW ، در دمایی بسیار پایین تر از روش های جوشکاری ذوبی انجام میشوند. بنابراین تشکیل ترکیبات بین فلزی در این روش های جوشکاری ذوبی ، صفر یا نزدیک به صفر است. معمولا از این روش ها برای ساخت لایه واسط استفاده میشود ولی جوش آلومینیوم به آهن نیز با این روش ها انجام میشود.

لایه فلزی بای متال
جوشکاری اصطکاکی به روش های متعددی انجام میشود که یکی از آن ها چرخاندن دو استوانه فلزی نسبت به یکدیگر است. چرخاندن دو استوانه و اعمال نیروی فشاری محوری بین آنها، موجب ایجاد گرمای بالا و پلاستیسیزه شدن سطح دو فلز میشود. اعمال فشار بیشتر در این مرحله، مکانیسم های اتصال دهی متالورژیکی را تقویت میکند. به دلیل پایین بودن دما و سرعت بالای فرایند، جوشکاری اصطکاکی راهکار مناسبی برای اتصالات ناهمجنس از قبیل جوش آلومینیوم به آهن است.
با وجود این تمهیدات، در جوش حالت جامد آلومینیوم به فولاد نیز ممکن است در صورت استفاده از پارامترهای فرایندی نامناسب، ترکیبات بین فلزی تشکیل شوند. بالا رفتن بیش از اندازه دما یکی از دلایل ایجاد ترکیبات ترد در جوشکاری حالت جامد است. به منظور کنترل بیشتر دمای فرایند میتوان در جوش آلومینیوم به فولاد ، از یک لایه واسطه آلومینیوم خالص بین آلیاژ آلومینیوم و فولاد استفاده کرد. آلومینیوم خالص نرم تر از آلومینیوم آلیاژی است و در نتیجه، در دمای پایینتری پلاستیک شده و اتصال تشکیل میشود. دمای پایینتر این فرایند موجب کم شدن امکان تشکیل ترکیبات یاد شده میشود.
