


جوشکاری سرامیک به سرامیک یا جوشکاری فلز به سرامیک به وسیله روش های مستقیم مانند جوشکاری نفوذی یا جوشکاری با لیزر یا روش های غیر مستقیم، مانند انواع لحیم کاری انجام میشود.
جوشکاری سرامیک ها حیطه ای نسبتا جدید و مدرن است به این معنی که استانداردهای مناسبی در باب متغیرهای مناسب این فرایند تدوین نشده است. با بررسی استانداردهای تدوین شده حول مشخصات سرامیک ها میتوان به اطلاعاتی کلی در باب جوش پذیری یا متغیرهای جوشکاری سرامیک خاص دست پیدا کرد. در استانداردهای مد نظر موارد متعددی ذکر شده اند که میتوان از آن ها برای رسیدن به اطلاعات ذکر شده استفاده کرد. با بررسی خواص مکانیکی یک سرامیک می توان به تنشهای حرارتی قابل تحمل توسط سرامیک دست پیدا کرد. با بررسی ریزساختار سرامیک و خواص مکانیکی ترکیبات سرامیکی میتوان امکان جوش پذیری سرامیک های مختلف یا فلزات و سرامیک ها را بررسی کرد. با بررسی کاربرد سرامیک، میتوان محدوده خواص مکانیکی مناسب آن اتصال را تعیین کرد.
ماهیت سرامیک ها
سرامیک ها مواد غیر فلزی و غیرارگانیک هستند که به دو گروه سرامیک های سنتی و سرامیک های پیشرفته تقسیم میشوند. این مواد در ابتدا به صورت پودری تولید میشوند که در ادامه، به وسیله فرایندهای زینترینگ و پرس ایزواستاتیک گرم به شکل محصول نهایی در می آیند. سرامیک های سنتی شامل محصولاتی مانند ظروف سفالی، مواد نسوز، شیشه های سیلیکاتی و قطعات سیمانی میشود. غالب این مواد چگالی پایینی دارند و به طور غالب در جوشکاری سرامیک به کار نمیروند.
سرامیک های ساختاری یا پیشرفته
سرامیک های پیشرفته از مواد فراوری شده توسط روش های شیمیایی تهیه میشوند و در آن ها، خواصی مانند اندازه و توزیع ذرات و درجه خلوص به دقت کنترل میشود. در این گروه پیشرفته از سرامیک ها میتوان به خواص مکانیکی بسیار منحصر به فردی دست یافت. به این گروه از سرامیک ها، سرامیک های ساختاری نیز میگویند. این سرامیک ها شامل مواد مونولیتیکی مانند آلومینا ، زیرکونیا، کاربید سیلیسیم، نیترید سیلیسیم و کامپوزیت های سرامیکی میشود. به عنوان مثال، کامپوزیت های سرامیکی آلومینای دارای الیاف SiC یا کامپوزیت های SiC دارای الیاف TiB2 جزو کامپوزیت های سرامیکی هستند. اغلب فرایندهای جوشکاری سرامیک روی ذرات نیترید سیلیسیم انجام میشود.
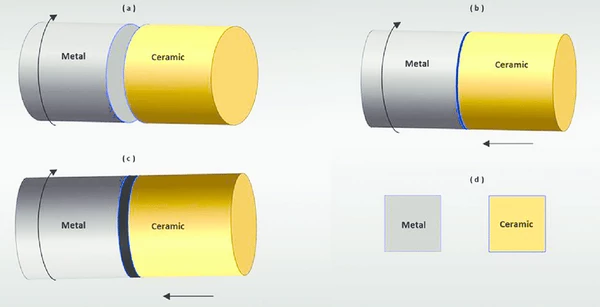
جوشکاری اصطکاکی فلز به سرامیک
سرامیک های ساختاری در مقایسه با فلزها، خواص مکانیکی بسیار خاصی دارند. سرامیک ها استحکام خود را در دمایی بسیار بالاتر از دمای اتاق حفظ میکنند. برای مثال، کاربید سیلیسیم استحکام کششی بالای 200 مگاپاسکال را در دمای نقطه ذوب آهن (1530 درجه سانتیگراد) تجربه میکند. برخی سرامیک های دیگر نیز، در دماهای بسیار بالا استحکام بسیار خوبی دارند. باقی خواص قابل توجه سرامیک ها شامل مقاومت به سایش بسیار خوب، سختی بالا، مقاومت به خوردگی و اکسیداسیون قابل توجه و مقاومت الکتریکی بالا میشود. این دسته خواص، سرامیک ها را به جایگزین مناسبی برای فلزات در بسیاری از کاربردها بدل میکند.
جوشکاری سرامیک به وسیله TLP
اتصال از طریق فاز مایع گذرا یا TLP یکی از روش های پرکاربرد برای اتصال سوپرآلیاژهای پایه نیکل و کبالت در توربین ها است. در این روش اتصال، از فلز پرکننده ای استفاده میشود که دمای ذوبی پایینتر از قطعه کار دارد. فلز پر کننده، در حالت ایده آل، در محل اتصال جریان پیدا میکند و دو قطعه کار را به یکدیگر متصل میکند. فرایند TLP باعث میشود که جوشکاری فلز به سرامیک در دمای نسبتا پایینی انجام شود. جوشکاری سرامیک به سرامیک نیز، با استفاده از لایه واسطه فلزی که ضریب انبساط حرارتی معادل با قطعه کار سرامیکی داشته باشد، انجام میشود. در این روش جوشکاری سرامیک ، آمادگی سطح زیادی نیاز نیست و از اعوجاج قطعه کار جلوگیری میشود.
لحیم کاری سرامیک
برخلاف لحیم کاری، در روش جوشکاری سرامیک با TLP، فلز پر کننده در دمایی بالاتر از دمای اتصال به صورت مایع باقی میماند. این فرایند به اینصورت انجام میشود که فلز پرکننده دارای عناصری مثل بور است که دمای ذوب فلز پرکننده را کاهش میدهند. با نفوذ عنصر کاهش دهنده نقطه ذوب به درون ساختار فلز پایه، دمای ذوب افزایش می یابد. در نهایت نرخ انجماد همدما و یکنواخت شدن ترکیب با نرخ نفوذ این عنصر تنظیم میشود.
لایه واسطه در جوشکاری سرامیک با TLP
در جوشکاری سرامیک با فاز مایع گذرا ، از یک لایه واسطه سه تایی برای انجام اتصال استفاده میشود. لایه میانی ضخیم تر است و تطابق بالایی با ضریب انبساط حرارتی سرامیک دارد. دو لایه کناری نازک تر هستند و بین هسته جامد و قطعه کار سرامیکی قرار میگیرد. در صورت تر شدن سرامیک توسط لایه مایع و نفوذ عنصر کاهش دهنده نقطه ذوب درون قطعه سرامیکی میتوان با انجماد همدما به اتصال بسیار مناسبی دست یافت. چنانچه فرایند جوشکاری سرامیک به درستی انجام شود، استحکام اتصال از فلز پایه بیشتر میشود که نشانه ای از یک اتصال بسیار مناسب است.
جوشکاری سرامیک به وسیله لحیم سخت
سرامیک های ساختاری که در بخش های قبلی به آنها اشاره شد، موادی هستند که پایداری شیمیایی بسیار بالایی دارند. به عبارت دیگر، پایداری شیمیایی این مواد موجب کاهش ترکنندگی آن ها توسط فلز مذاب میشود. تر شدن سطح قطعه کار توسط فلز پرکننده مذاب قدم بسیار مهمی در شروع فرایند جوشکاری سرامیک و اتصال آن توسط لحیم است. تمهیداتی وجود دارد که به واسطه آن ها میتوان به تر کنندگی مناسب دست پیدا کرد. این تمهیدات شامل اعمال پوشش روی سرامیک به منظور تقویت تر کنندگی سرامیک پیش از لحیم کاری و استفاده از لحیم های بسیار فعال است.
استفاده از پوشش به منظور جوشکاری سرامیک
پرکاربردترین فرایند برای انجام جوشکاری سرامیک قطعات آلومینا به یکدیگر، استفاده از روش پودر فلزی زینتر شده است. در این روش، سطح سرامیک به گونه ای تنظیم میشود که اتصال تسهیل بشود. در این فرایند، رنگ یا دوغابی روی سطح سرامیک اعمال میشود که حاوی پودر مولیبدن و مولیبدن اکسید، منگنز، منگنز اکسید و ترکیبات مختلف شیشه ای است.
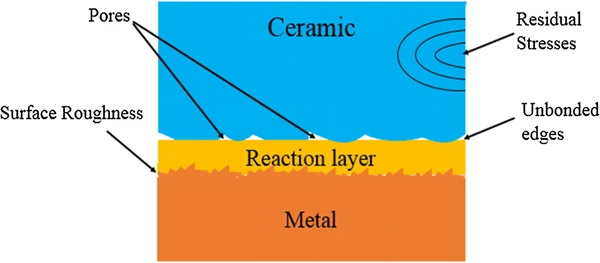
شماتیک جوشکاری فلز به سرامیک
سرامیک پوشیده شده با رنگ یا دوغاب، سپس در اتمسفر هیدروژنی و دمای بسیار بالا حدود 1500 درحه سانتیگراد گرما میبیند. این فرایند موجب چگال شدن ماده شیشه ای و اتصال آن به سطح سرامیک میشود. روش پودر فلزی زینتر شده فرایندی استاندارد در بسیاری از صنایعی است که جوشکاری سرامیک انجام میدهند. به این وسیله میتوان جوشکاری فلز به سرامیک را نیز انجام داد.
در حجم تولید کم، لایه پوشش به وسیله قلم مو یا براش و در حجم های تولیدات بالا به وسیله اسپری روی سطح قطعات کار اعمال میشود. سطح پوشیده شده با ترکیب فلزی را میتوان با بسیاری از لحیم های سخت موجود اتصال داد و جوشکاری فلز به سرامیک به راحتی قابل انجام میشود. به منظور بهبود کیفیت پوشش، میتوان پیش از اعمال آن، سطح سرامیک را با لایه ای از اکسید نیکل پوشاند و سپس در اتمسفر هیدروژن زینتر کرد یا آبکاری نیکل کرد.
پوشش PVD در جوشکاری سرامیک
استفاده از پوشش های فلزی لایه نشانی شده ، روشی برای اعمال لایه سطحی فلزی روی سرامیک به منظور تقویت خواص لحیم کاری است. در این روش، اتم های فلز پوشش از روی منبع جدا شده و پیش از لحیم کاری ، لایه ای نازک روی سطح سرامیک تشکیل میدهند. فلز استفاده شده معمولا جزو فلزات فعالی مثل تیتانیوم است. معمولا پوشش دهی بوسیله روش لایه نشانی به روش pvd انجام میشود. لایه چند میکرونی پوشش میتواند تر کنندگی را تا حد زیادی بهبود دهد.
جوشکاری سرامیک با فلزات پرکننده فعال
به فلز پر کننده ای که برای تر کنندگی سرامیک طراحی شده باشد، فلز پر کننده فعال می گویند. چنانچه فلز مذاب با اکسیدها بتواند واکنش مناسبی نشان دهد، تر کنندگی و پخش شدن مذاب روی درز اتصال بهبود میابد. این اتفاق وقتی رخ میدهد که فلز مذاب حاوی عنصری باشد که اکسید پایدار تری نسبت به اکسید جامد ترکیب سرامیک داشته باشد. تیتانیوم و زیرکونیوم برای مثال میتوانند ترکنندگی اکسیدها را تا حد زیادی بهبود ببخشند. اضافه شدن مقادیر کم این فلزات به فلزات دیگر میتواند کیفیت جوشکاری فلز به سرامیک را نیز تقویت کند. اغلب فلزات پرکننده فعالی که به این منظور استفاده میشوند آلیاژهای بر پایه نقره هستند که درصدی تیتانیوم دارند.
جوشکاری سرامیک ها به روش ذوبی
جوشکاری سرامیک ها به روش ذوبی با جوشکاری لیزر یا جوشکاری الکترون بیم قابل انجام است. جوشکاری سرامیک به سرامیک و جوشکاری فلز به سرامیک با فرایندهای دیگری مانند جوشکاری تیگ و جوشکاری پلاسما نیز انجام میشود. جوشکاری فلز به سرامیک به این روش ها با وجود قابل انجام بودن، با مشکلات متعددی مواجه است.

جوشکاری سرامیک به فولاد
بزرگترین مشکل جوشکاری فلز به سرامیک به روش ذوبی ، چقرمگی پایین سرامیک ها حتی در دماهای بالا است. به دلیل چقرمگی پایین، تحت تنش های حرارتی ناشی از چرخه گرمایش جوشکاری ، سرامیک ها به راحتی دچار ترک میشوند. از طرف دیگر، میتوان در این بخش به این نیز اشاره کرد که جوشکاری فلز به سرامیک در حالت جامد نیز قابل انجام و حتی آسان تر است. برای مثال، جوشکاری فلز فولاد به سرامیک با استفاده از یک لایه واسط آلومینیومی انجام شده است. نرمی لایه آلومینیوم عدم هماهنگی بین خواص دمایی و مکانیکی فولاد و سرامیک را به خوبی جبران میکند.
