


جوشکاری الکترو اسلگ یا جوشکاری سرباره الکتریکی جزو فرایندهای جوشکاری ذوبی است. در این فرایند، دو قطعه به وسیله گرمای ناشی از عبور دادن جریان الکتریکی از سرباره رسانا که موجب ذوب فلز پایه و فلز پر کننده میشود، به یکدیگر متصل میشوند. جوشکاری الکترو اسلگ بیشتر برای جوشکاری ورق های ضخیم حدود 5 سانتیمتر در وضعیت های جوشکاری عمودی یا نزدیک به حالت عمودی استفاده می شود. جوشکاری الکترو اسلگ نسبت به سایر فرایندهای جوشکاری ذوبی حرارت ورودی بیشتری به قطعه وارد میکند. این حرارت ورودی موجب کاهش خواص مکانیکی از قبیل چقرمگی منطقه متاثر از حرارت (HAZ) می شود. با این وجود، نرخ رسوب نشانی بالا و هزینه نسبتا پایین جوشکاری الکترو اسلگ موجب محبوبیت آن در اتصالات سنگین شده است.
طرز کار جوشکاری الکترو اسلگ
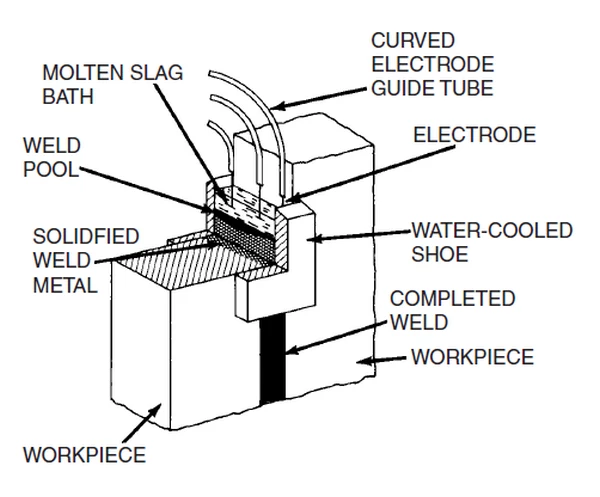
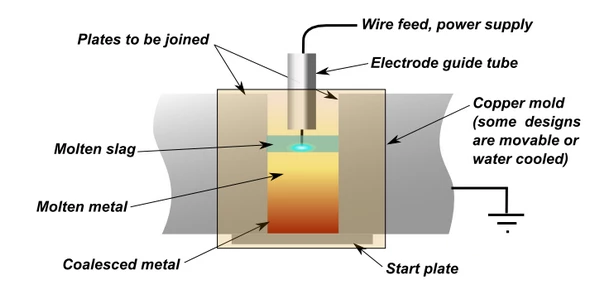
در فرایند جوشکاری سرباره الکتریکی ، سرباره موجب ذوب سطح قطعه کار و فلز پرکننده می شود. حوضچه جوشکاری توسط این سرباره محافظت میشود که با پیشرفت جوشکاری، در طول سطح مقطع اتصال حرکت می کند. قوسی بین الکترود و سطح زیرین اتصال برقرار می شود. سپس به تدریج، پودر مخصوص سرباره جوشکاری اضافه می شود. پس از اینکه ضخامت سرباره به حد بحرانی رسید، عملکرد قوس متوقف میشود. در ادامه، جریان جوشکاری از درون سرباره الکتریکی می گذرد. درجه حرارت ایجاد شده درون حمام سرباره حدود 1925 درجه و دمای سطح سرباره حدود 1650 درجه سانتیگراد است. حرارت تولید شده متناسب با فرمول Q=RI2t است. که R مقاومت قشر حمام سرباره، I شدت جریان عبوری از الکترود یا الکترودها و t نیز زمان فرایند میباشد.
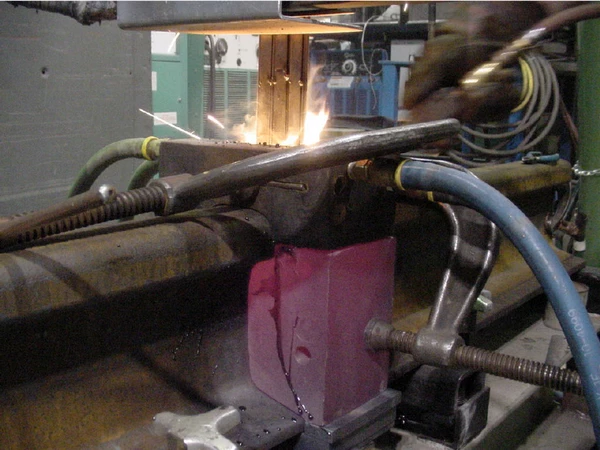
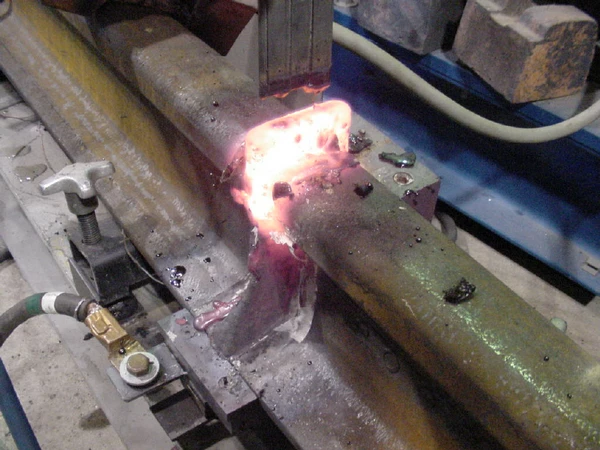
جوشکاری الکترو اسلگ ریل قطار
حوضچه مذاب ایجاد شده بین کفشک های مسی و سطح قطعه کار محصور میشود و به سمت بالا در جهت قائم حرکت میکند. پیشرفت انجماد در جوشکاری الکترو اسلگ شباهت زیادی به فرایندهای ریخته گری دارد. سرباره سه نقش اساسی را ایفا میکند. اول به عنوان عامل برقرار کننده مقاومت الکتریکی، پیشرفت فرایند را تضمین میکند، سپس عمل تصفیه مذاب و در صورت لزوم بهینه کردن ترکیب فلز جوش را انجام میدهد. لازم به ذکر است که قوس ایجاد شده در شروع فرایند، حتما باید به گونه ای عمل کند که پیش از شروع فرایند خاموش شود.
کاربرد جوشکاری الکترو اسلگ
بسیاری از انواع فولادهای کربنی با روش جوشکاری الکترو اسلگ قابل اتصال هستند. فولادهای کربنی از جمله گریدهای 1020، 1045 و A36 به سادگی و بدون نیاز به عملیات حرارتی بعد از جوشکاری با این روش متصل میشوند. فولادهای دیگری نیز با جوشکاری الکترو اسلگ اتصال دهی میشوند. این فولادها شامل گرید های 4130 و زنگ نزن های آستنیتی میشوند. اغلب این فولادها برای دستیابی به خواص جوشکاری مطلوب نیاز به عملیات حرارتی مناسب و الکترودهای خاص دارند.
انواع جوشکاری الکترو اسلگ
معمولا روش سرباره الکتریکی از نظر نوع لوله اتصالی یا راهنما به دو نوع مصرفی و غیر مصرفی تقسیم می شود.
جوشکاری الکترو اسلگ با لوله راهنمای غیرمصرفی
در این نوع جوشکاری الکترو اسلگ ، چند الکترود توسط یک موتور از لوله های راهنما هدایت شده و به طرف حمام سرباره مذاب تغذیه می شوند. در فاصله اندکی از بالای سرباره مذاب، لوله راهنما قرار می گیرد. این لوله ها از آلیاژهای مخصوص مس ساخته می شوند.
جوشکاری الکترو اسلگ با لوله راهنمای غیرمصرفی
دستگاه جوشکاری سرباره الکتریکی وظیفه کنترل و حفظ فاصله لوله راهنمای غیر مصرفی را با سرباره انجام می دهد. این فاصله حدود 50 تا 75 میلیمتر تنظیم می شود. حرکت لوله راهنما هماهنگ با سرعت پیشرفت جوشکاری الکترو اسلگ به سمت بالای اتصال است و در همین حین حرکات دیگری نیز انجام میدهد. حرکات دیگر لوله راهنما به صورت نوسانات عرضی در سرتاسر مقطع اتصال است. این حرکات و نوسانات عرضی برای توزیع یکنواخت حرارت و ذوب انجام میشود. در صورت عدم نوسان لوله راهنما، به خصوص در مورد اتصالات بسیار ضخیم، ذوب ایجاد شده ناهمگن می شود. به این دلیل که در بخش زیر لوله راهنما ذوب زیاد و در گوشه های اتصال نفوذ ناکافی ایجاد می شود.
جوشکاری الکترو اسلگ با لوله راهنمای مصرفی
تفاوت اصلی این نوع جوشکاری الکترو اسلگ با روش قبلی در این است که در جوشکاری سرباره الکتریکی با لوله راهنمای مصرفی، بخش سر دستگاه جوشکاری در ضمن عملیات، ثابت می ماند و به سمت بالا حرکت نمیکند. همزمان با بالا آمدن سرباره مذاب، لوله راهنما و الکترود، ذوب شده و با فلز جوش در محل اتصال ترکیب میشوند. در اینجا جنس لوله راهنما مشابه قطعه کار است.
جوشکاری الکترو اسلگ با لوله راهنمای مصرفی
وظیفه اولیه لوله راهنمای مصرفی، پشتیبانی کردن از سیم الکترود از سر جوشکاری تا حمام سرباره مذاب به عنوان مسیر اصلی جریان است. قطر خارجی اغلب لوله های راهنما 13 تا 16 میلیمتر بوده و به طور کلی، حجم فلز وارد شده از لوله راهنما به محل جوش زیاد نیست. البته باید توجه کرد که ترکیب این قطعه به شکلی باشد که با ترکیب فلز جوش مد نظر مطابقت داشته باشد.
الکترودهای جوشکاری الکترو اسلگ
در جوشکاری الکترو اسلگ دو نوع الکترود توپر و توخالی استفاده می شوند. الکترود توپر به طور کلی پرکاربرد تر است. ترکیبات شیمیایی متنوعی در هر نوع الکترود استفاده میشود تا خواص مکانیکی مطلوب به دست آید. برای جوشکاری فولادهای آلیاژی ، الکترودهای توخالی دارای هسته، با اضافه کردن عناصر آلیاژی در محل اتصال، موجب بهبود خواص جوش میشود. همچنین وجود پودر در الکترود توخالی از جنس فولاد کربنی، حجم سرباره را تنظیم می کند تا در حد بهینه باقی بماند.
سرباره جوشکاری الکترو اسلگ
در روش جوشکاری سرباره الکتریکی از نوع مخصوصی پودر با ترکیب شیمیایی خاصی استفاده میشود که اساسا قلیایی است. این پودر شامل ترکیباتی نظر اکسیدهای کلسیم، منگنز، آلومینیوم، سیلیسیم، منیزیم و کلسیم فلورید میباشد. کلسیم فلورید برای افزایش مقاومت الکتریکی و روان کردن سرباره اضافه میشود. افزایش کلسیم فلورید موجب کاهش ویسکوزیته، نقطه ذوب و مقاومت سرباره می شود. برخی از کاربردهای خاص، مثل کنترل آخال یا حذف گوگرد، ممکن است نیاز به اضافه کردن عناصر نادر خاکی داشته باشد.
خواص سرباره جوشکاری الکترو اسلگ
سرباره مذاب، هادی جریان الکتریکی است ولی در حالت جامد عایق میباشد. تشکیل قوس الکتریکی موجب مذاب شدن سرباره و شروع عملیات جوشکاری میشود. به طور کلی، سرباره مناسب بایستی خصوصیات مشخصی داشته باشد. به اندازه کافی قابلیت هدایت الکتریکی داشته باشد. سرباره ای که هدایت الکتریکی کمی داشته باشد، موجب کم شدن حرارت و سرد شدن حوضچه مذاب خواهد شد و در نهایت، جوشکاری قابل اجرا نخواهد بود. سرباره با هدایت الکتریکی بالا منجر به ایجاد جرقه یا قوس در سطح سرباره میشود.
جوشکاری سرباره الکتریکی
ویسکوزیته سرباره باید مناسب و همگن باشد. ویسکوزیته بالا باعث محبوس شدن ذرات سرباره و گاز در جوش میشود. ویسکوزیته پایین منجر به جریان یافتن سرباره از درزهای بین کفشک ها یا سطوح کار میشود. پودر جوش باید سرباره ای با نقطه ذوب پایین تر از نقطه ذوب فلز جوش ایجاد کند.
سرباره ذوب شده در جوشکاری سرباره الکتریکی به طور کلی نباید با فلز جوش ترکیب تشکیل دهد. البته در مواردی ممکن است ایجاد ترکیب با فلز جوش از نظر متالورژیکی مفید باشد و فلز جوش را تقویت کند یا عناصری مانند اکسیژن را حذف کند. در ضمن سرباره جامد شده باید این قابلیت را داشته باشد که به راحتی از فلز جوش جدا شود.
فرایند جوشکاری الکترو اسلگ محدودیت های متعددی نیز دارد از جمله این محدودیت ها میتوان به محدودیت در وضعیت جوشکاری اشاره کرد. این روش فقط در حالت قائم یا نزدیک به قائم قابل انجام است. به طور کلی جوشکاری قطعات نازک به این روش انجام نمیشود و در ورق های ضخیم نیز حرارت ورودی موجب عیوب متالورژیکی میشود. چنانچه جریان الکتریسیته به هر دلیلی قطع شود، سرباره منجمد شده و ادامه فرایند جوشکاری غیر ممکن میشود.
هزینه جوشکاری الکترو اسلگ
فواید جوشکاری الکترو اسلگ منجر به پایین آمدن هزینه جوشکاری الکترو اسلگ نسبت به بسیاری از فرایندهای مشابه مانند جوشکاری زیر پودری می شوند. در این فرایند نیاز به آماده سازی زیادی برای پخ نیست و برش ساده انجام شده با روش برش هواگاز برای شروع فرایند کافی است. عدم نیاز به آماده سازی پخ موجب افزایش سرعت فرایند و کاهش هزینه جوشکاری الکترو اسلگ میشود. در ضمن، هزینه جوشکاری الکترو اسلگ به دلیل عدم نیاز به حجم بالای پودر جوش از فرایندهای مشابه کمتر میشود. از سوی دیگر، باید به این نکته اشاره کرد که به دلیل اعوجاج و پیچیدگی بسیار کم طی فرایند، هزینه های مربوط به ماشین کاری بعد از فرایند نیز به شدت کاهش میابد.
