


جوشکاری آلومینیوم فرایندی است که به وسیله بسیاری از روش های پرکاربرد جوشکاری انجام پذیر است. میتوان از انواع روش های جوشکاری ذوبی ، جوشکاری غیر ذوبی ، لحیمکاری های سخت و نرم و اتصال به وسیله چسب به منظور اتصال دهی قطعات آلومینیومی استفاده کرد.
خواص آلومینیوم
فلز آلومینیوم از مهم ترین و پرکاربرد ترین فلزات در صنعت است. استحکام برخی از آلیاژهای آلومینیوم حتی از فولاد کم کربن نیز بیشتر است. قطعات آلومینیوم را میتوان به وسیله انواع روشها اعم از ریخته گری و انواع روش های شکل دهی شکل داد. همچنین این قطعات را میتوان به آسانی تحت عملیات فورج و ماشین کاری قرار داد تا شکل های نهایی و نزدیک نهایی حاصل شود.
آلومینیوم چقرمگی بسیار خوبی در دماهای زیر صفر دارد، مقاومت بالایی در برابر خوردگی دارد و سمی نیست. هدایت الکتریکی و حرارتی بسیار خوبی دارد و غیرمغناطیسی است. مصارف آلومینیوم در صنایع، شامل صنایع هوافضا، کشتی سازی و خودروسازی، استفاده های ساختاری و ساختمان سازی، محفظه های نگه داری مایع و لوله ها و بسیاری کاربردهای دیگر میشود.
خواص جوشکاری آلومینیوم
آلومینیوم خالص در 660 درجه ذوب میشود و تحت گرمایش، دچار تغییر رنگ نمیشود. بنابراین اولین چالش در جوشکاری آلومینیوم این است که جوشکار آلومینیوم به وسیله نگاه کردن به تغییر رنگ فلز نمیتواند از تغییرات دمایی فلز اطمینان حاصل کند. بنابراین جوشکاری آلومینیوم باید به شکلی باشد که جوشکار آلومینیوم احاطه کافی روی مذاب داشته باشد و بتواند انفعالات مذاب، فلز پایه و فلز جوش را به خوبی رصد کند.
جوش آلومینیوم
در جوشکاری های ذوبی، رسانایی حرارتی بالای آلومینیوم (در مقایسه با فولاد) جوشکار آلومینیوم را مجاب میکند که از حرارت ورودی های بالاتر استفاده کند. در همین راستا، مقاطع ضخیم تر ممکن است نیاز به پیش گرم برای جوشکاری داشته باشند. در جوشکاری آلومینیوم به صورت مقاومتی نقطه ای ، بسیار مهم است که (نسبت به فولاد) از جریان بیشتر، سیکل جوشکاری کوتاهتر و کنترل دقیق تر متغیرهای جوشکاری استفاده کرد. به دلیل خاصیت غیر مغناطیسی آلومینیوم ، پدیده وزش قوس در جوشکاری آلومینیوم به وجود نمی آید.
نقش اکسید آلومینیوم در جوشکاری
آلومینیوم و آلیاژهایش در معرض هوا دچار یک لایه اکسیدی میشوند. این لایه اکسیدی که دمای ذوب بالایی (نزدیک 2040 درجه سانتیگراد) دارد، به وسیله جریان مستقیم و الکترود مثبت (DCEP) در جوشکاری آلومینیوم شکسته میشود. اکسید آلومینیوم را میتوان پیش از جوشکاری آلومینیوم به وسیله روش های مکانیکی و شیمیایی حذف کرد. اکسید آلومینیوم در صورت داشتن ضخامت بیش از حد، به وسیله جریان های جوشکاری قوسی قابل حذف نیست به دلیل اینکه قوسی شکل نمیگیرد. بنابراین، در صورت صخامت زیاد اکسید تشکیل شده، این لایه نه تنها از محل جوشکاری آلومینیوم، بلکه از ناحیه مجاور محل جوشکاری نیز بایستی پاک شود. عملیات آنودایز آلومینیوم جزو فرایندهایی است که لایه اکسید آلومینیوم صخیمی تولید می کنند که پیش از جوشکاری ذوبی و جوشکاری جوشکاری نقطه ای و انواع لحیم کاری باید حذف شود.
تحولات ریز ساختاری در جوشکاری آلومینیوم
تحولات ریزساختاری هنگام جوشکاری آلومینیوم در بخش ذوب شده و منطقه متاثر از حرارت، خواص مکانیکی قطعه را از جمله استحکام، عمر خستگی، چقرمگی و شکل پذیری تغییر میدهند. به این دلیل، درک نوع این تحولات روی تصمیم گیری برای انتخاب فرایند جوشکاری و متغیرهای فرایند تاثیر میگذارد. آلیاژهای آلومینیوم بر اساس نوع فرایند ساخت قطعه به دو دسته کارشده و ریختگی و بر اساس مکانیسم استحکام دهی به دو دسته عملیات حرارتی پذیر و عملیات حرارتی ناپذیر تقسیم میشوند. آلیاژهای کار شده و ریختگی به طور کلی از دیدگاه فرایندهای جوشکاری آنچنان مجزا نیستند و فرایندهای مشابهی دارند. تنها استثنای بسیار مهم این است که فرایندهای جوشکاری و لحیمکاری سخت و لحیمکاری نرم برای قطعات دایکست آلومینیوم پیشنهاد نمیشود. این قطعات به وسیله روشهای اتصال با چسب به یکدیگر متصل میشوند.
جوشکاری آرگون آلومینیوم
استحکام آلیاژهای عملیات حرارتی ناپذیر آلومینیوم وابسته به استحکام بخشی با محلول جامد و کارسختی است. در هنگام جوشکاری آلومینیوم ، منطقه متاثر از حرارت دچار آنیل شده و خواص استحکامی ناشی از کرنش سختی را از دست میدهند. استحکام آلیاژهای عملیات حرارتی پذیر وابسته به ترکیبات رسوبی است. طی حرارت ورودی ناشی از جوشکاری آلومینیوم اغلب رسوبات حل یا دچار استحاله هایی شده که موجب کاهش استحکام جوش میشوند.
نقش تخلخل در جوشکاری آلومینیوم
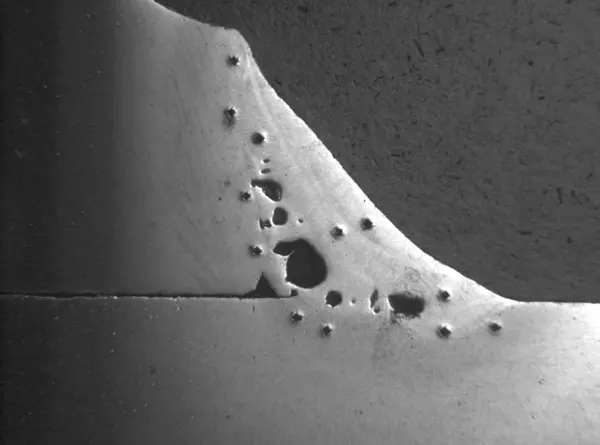
یکی از مشکلات بزرگ در جوشکاری آلومینیوم ، تخلخل ناشی از حبس شدن گاز هیدروژن در حوضچه جوش در حال انجماد است. این مسئله موجب حفرات گازی در ساختار جوش و کاهش خواص مکانیکی میشود. هیدروژن در آلومینیوم مذاب، انحلال بالایی دارد و بنابراین نقش محافظت از حوضچه در جوشکاری قوسی آلومینیوم اهمیت بالایی می یابد. هیدروژن ممکن است از طریق آلودگی های سطحی نیز وارد حوضچه جوش بشود.
دلایل بروز تخلخل در جوشکاری آلومینیوم
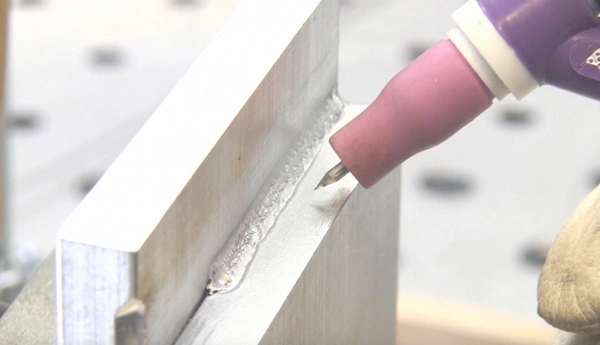
یکی از دلایل بروز تخلخل در جوشکاری آلومینیوم ، دمش گاز محافظ ناکافی در هنگام جوشکاری است. انجام عمل جوشکاری در محیط های با هوای ناملایم میتواند یکی از دلایل بروز این مشکل باشد. فاصله زیاد نازل گاز با قطعه کار و گرفته شدن سر نازل گاز به دلیل تمیز نشدن آن میتواند دلایل مهم دیگری باشد. ترکیبات آرگون و هلیم مناسب ترین ترکیب برای جوشکاری آلومینیوم است. به این دلیل که حرارت ورودی اضافه ای ایجاد میکند و در نتیجه به هیدروژن فرصت بیشتری برای خروج از حوضچه مذاب داده میشود.
تخلخل در جوشکاری آلومینیوم
هیدروکربن های باقی مانده روی سطح از قبیل روغن، گریس، رنگ و رطوبت قطعه کار یا سیم جوش آلومینیوم جزو دلایلی مهم دیگری برای بروز تخلخل در جوشکاری آلومینیوم هستند. بنابراین در نگه داری یا تمیزکاری سیم جوش آلومینیوم نیز باید دقت بالایی به خرج داد تا عاری از رطوبت و آلودگی های دیگر باشد. سطح قطعه کار نیز باید به خوبی تمیز شود. حلال های بر پایه بنزین میتوانند سطح آلومینیوم را به خوبی از آلودگی های هیدروکربنی پاک کنند. تمیزکاری با سیم نیز مرحله مهمی در تمیزکاری سطح و حذف لایه های اکسیدی است.
جوشکاری آلومینیوم به روش قوسی
جوشکاری آلومینیوم به انواع روش های قوسی انجام میشود که به آن جوشکاری آلومینیوم با برق نیز میگویند. روشهای جوشکاری آلومینیوم با برق شامل جوشکاری آرگون آلومینیوم ، جوشکاری آلومینیوم با mig و جوشکاری آلومینیوم با الکترود دستی میشوند. انتخاب بین روش های جوشکاری آلومینیوم با برق به کاربرد مد نظر، استحکام مورد نیاز و پارامتر قیمت جوشکاری آلومینیوم بستگی دارد.
جوشکاری آرگون آلومینیوم
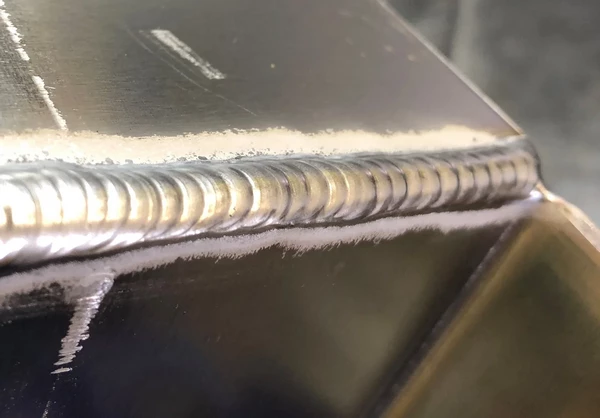
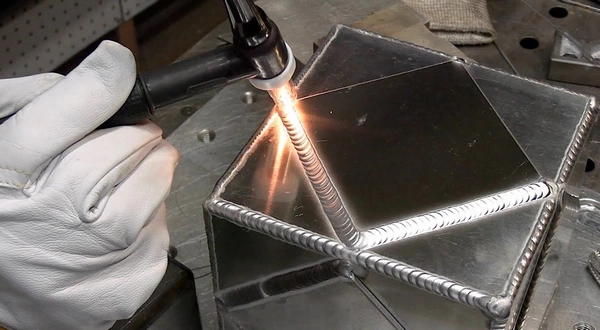
جوشکاری آرگون آلومینیوم به وسیله برقراری قوس بین الکترود تنگستنی غیر مصرفی و فلز پایه انجام میشود. در این فرایند از گاز محافظ استفاده میشود و جریان های مستقیم و متناوب به کار میروند. جوشکاری آرگون آلومینیوم میتواند جوشهای بسیار ظریف و تمیزی ایجاد کند. همچنین جوشکاری آرگون آلومینیوم توان اتوماسیون بسیار بالایی دارد که میتواند در تولیدات بسیار حجیم باعث کاهش قابل توجه قیمت جوشکاری آلومینیوم شود.
جریان های جوشکاری آرگون آلومینیوم
جریان مناسب برای جوشکاری آرگون آلومینیوم شامل جریان مستقیم با الکترود منفی (DCEN) و جریان متناوب میشود. جریان DCEN به همراه گاز محافظ هلیم به کار میرود و برای جوشکاری اتوماتیک به خصوص برای مقاطع ضخیم، کاربرد زیادی دارد. به این دلیل که در جوشکاری آرگون آلومینیوم با جریان DCEN الکترود بیش از حد گرم نمیشود و آسیب نمیبیند و می توان از الکترودهای نازک تر استفاده کرد.
جوشکاری آلومینیوم با تیگ
جریان DCEN در جوشکاری آرگون آلومینیوم نرخ حرارت ورودی بیشتری نسبت به جریان متناوب دارد و جوش باریک تر و عمیقتری ایجاد میکند. جوشکاری آرگون آلومینیوم با DCEN منجر به سطح مات به همراه یک لایه نازک اکسید میشود. تمیزکاری جوش بعد از این فرایند از اهمیت بالایی برخوردار است. جریان DCEN در جوشکاری آرگون آلومینیوم به خصوص در جوشکاری مکانیزه و اتوماتیک مزایای بسیاری دارد. از قبیل اینکه کنترل طول قوس در این فرایند راحت تر است.
جریان DCEP در جوشکاری آرگون آلومینیوم کمتر استفاده می شود. در این فرایند از گاز آرگون خالص استفاده میشود و به منظور تمیزکاری سطح و جوشکاری مقاطع بسیار نازک انجام می شود. وجود هلیم در جوشکاری آرگون آلومینیوم با جریان DCEP منجر به گرمایش بیش از حد و تخریب الکترود میشود.

جوشکاری آلومینیوم با میگ
جریان متناوب پرکاربرد ترین حالت جریان در جوشکاری آرگون آلومینیوم است. در این نوع جریان، در قطبیت مثبت جریان در الکترود، اکسیدها شکسته شده و در قطبیت منفی، عمق نفوذ بوجود می آید. ترکیبات آرگون و هلیم و همچنین آرگون و هلیم خالص در جوشکاری آرگون آلومینیوم با جریان متناوب به کار میروند.
جوشکاری آلومینیوم با mig
جوشکاری آلومینیوم با جوشکاری میگ فرایندی است که طی آن، قوس بین یک سیم جوش آلومینیوم با تغذیه مداوم و قطعه کار برقرار میشود. این فرایند به همراه گاز محافظ انجام میشود. در جوشکاری آلومینیوم با mig نیز ترکیب آرگون و هلیم پرکاربرد ترین ترکیب گاز محافظ است. مد انتقال قطرات در جوشکاری آلومینیوم با mig پارامتر مهمی در تعیین کیفیت اتصال است. در مد اتصال کوتاه سیم جوش چندین بار در ثانیه به حوضچه جوش برخورد کرده و اتصال کوتاه ایجاد میشود. در این بین، امکان پاشش وجود دارد بنابراین به دلیل امکان پاشش و ذوب ناکافی، این مد انتقال قطرات برای جوشکاری آلومینیوم با mig مناسب نیست.

جوشکاری تیگ آلومینیوم
در مد انتقال قطره ای ، قطرات کوچک از سیم جوش جدا شده و تحت نیروی وزن به حوضچه مذاب میپیوندد. تنها مد انتقال قطره مناسب برای جوشکاری آلومینیوم با mig ، مد انتقال اسپری است. هنگامی که جریان از محدوده خاصی عبور میکند مد انتقال جریان از قطره ای به اسپری تغییر می یابد. در این مد انتقال قطره تنها از گاز محافظ آرگون استفاده می شود. در جریان DCEP و در مد انتقال اسپری تحت جریان ها و ولتاژ های بالای مقدار بحرانی، جریان قطرات ریز و فوق داغ از سیم جوش آلومینیوم به قطعه منتقل میشوند. مد انتقال اسپری با حرارت ورودی بالا، قوس پایدار، گرده جوش صاف و پاشش بسیار کم شناخته میشود. بنابراین این فرایند برای جوشکاری آلومینیوم با mig بسیار مناسب است.
جوشکاری آلومینیوم با الکترود دستی
جوشکاری آلومینیوم با الکترود دستی فرایند جوشکاری قوسی است که طی آن، قوس بین سیم جوش آلومینیومی پوشش دار و حوضچه جوش برقرار میشود. محافظت از حوضچه جوش در این فرایند، توسط سرباره ناشی از تجزیه پوشش انجام میشود. جوشکاری آلومینیوم با الکترود دستی ، معمولا در کاربردهای غیرحساس و جوشکاری تعمیری انجام می شود.
قیمت جوشکاری آلومینیوم با این روش پایین بوده و سرعت نسبتا پایینی نیز دارد. جوشکاری آلومینیوم با الکترود دستی در کاربردهای حساسی که نیاز به خواص مکانیکی بالا دارند به کار نمیرود. سیم جوش آلومینیومی دارای پوششی است که با اکسید آلومینیوم ترکیب میشود و تشکیل سرباره ای میدهد که بعد از هر پاس جوش باید حذف شود. این فرایند با جریان DCEP انجام میشود. رطوبت الکترود ، تمیز بودن سطح کار و پیش گرم قبل از جوشکاری جزو نکاتی است که در جوشکاری آلومینیوم با الکترود دستی باید رعایت شود.
جوش لیزر آلومینیوم
جوشکاری لیزر آلومینیوم به وسیله ذوب ناشی از گرمای اشعه لیزر تابانده شده روی اتصال انجام میشود. جوش لیزر آلومینیوم عمق نفوذ زیادی دارد و جوش بسیار نازک و همچنین منطقه متاثر از حرارت بسیار کوچکی ایجاد میکند. کوچک بودن منطقه متاثر از حرارت در جوش لیزر آلومینیوم میتواند فواید زیادی داشته باشد. گرمای ورودی زیاد ایجاد شده در فرایندهای قوسی موجب افزایش ابعاد رسوبات در آلیاژ های عملیات حرارتی پذیر و از دست رفتن استحکام در این آلیاژ ها میشود. از سوی دیگر گرمای ورودی زیاد در آلیاژ های عملیات حرارتی ناپذیر موجب آنیل این آلیاژها و از دست رفتن استحکام ناشی از کرنش سختی میشود. در جوش لیزر آلومینیوم به دلیل متمرکز بودن حرارت ورودی، هیچ کدام از این موارد مشاهده نشده و اتصال کیفیت خوبی دارد. بنابراین جوش لیزر آلومینیوم نسبت به فرایندهای جوشکاری آلومینیوم قوسی استحکام کششی و استحکام تسلیم بالاتری دارد.
البته کوچک بودن منطقه متاثر از حرارت (HAZ) جوش لیزر آلومینیوم میتواند منشا عیوبی نیز باشد. در این حالت، به دلیل نازک بودن HAZ، تمامی تغییر شکل در منطقه ای با استحکام کششی کمتر متمرکز میشود. در نتیجه در جوش لیزر آلومینیوم ، احتمال پارگی از منطقه HAZ بیشتر میشود.
یک مشکل بزرگ جوش لیزر آلومینیوم به خصوص در لیزرهای ضعیف تر، بازتاب نور از سطح آلومینیوم و جذب سطحی پایین این فلز است. در نتیجه، باید تمهیداتی اندیشید که بازتاب سطح آلومینیوم پایین تر بیاید. افزایش زبری سطح بوسیله روش های شیمیایی و مکانیکی و پوشش های مختلف از این دسته تمهیدات است.
جوشکاری آلومینیوم با هوا گاز
جوشکاری آلومینیوم با هوا گاز شامل فرایندهایی می شود که در آنها، اتصال بوسیله گرمای ناشی از شعله هواگاز انجام میشود. این فرایند میتواند بدون سیم جوش یا به همراه آن انجام شود. البته این فرایند تنها در کاربردهای غیر حساس یا جوشکاری تعمیری و در مواردی به کار میرود که تجهیزات جوشکاری با گاز محافظ در دسترس نباشد. از مزایای جوشکاری آلومینیوم با هوا گاز میتوان به سادگی فرایند، قابل حمل بودن تجهیزات و پایین بودن قیمت جوشکاری آلومینیوم اشاره کرد. اما معایب جوشکاری آلومینیوم با هوا گاز بسیار گسترده بوده و کنترل فرایند را بسیار دشوار میکنند. قطعه آلومینیومی پیش از جوشکاری آلومینیوم با هوا گاز باید حتما پیش گرم شود.

جوشکاری آلومینیوم با هوا گاز
مهمترین مانع جوشکاری آلومینیوم با هوا گاز وجود اکسید دیرگدازی است که فرایند را دچار اختلال میکند. آلومینیوم طی جوشکاری دچار تغییر رنگ نمیشود. بنابراین احتمال دارد که در دست جوشکار آلومینیوم کم تجربه، قطعه پیش از ذوب شدن اکسید سطحی، دچار بریدگی شود. جوشکاری آلومینیوم با هوا گاز برای حذف اکسید و جلوگیری از اکسیداسیون نیاز به فلاکس دارد و وجود فلاکس ممکن است قطعه را دچار عیب کند. سرعت این فرایند بسیار پایین است و حرارت ورودی بالا موجب تخریب خواص مکانیکی قطعه میشود. جوشکاری آلومینیوم با هوا گاز به دلیل سرعت انجماد پایین مستعد ترک گرم است و احتمال اعوجاج قطعه بسیار بالا است.
به دلیل حرارت محدود شعله گاز و رسانایی بالای آلومینیوم، جوشکاری آلومینیوم با هوا گاز مقاطع ضخیم بسیار دشوار است. گاز مورد استفاده برای جوشکاری در اغلب موارد استیلن است. گاز استیلن حرارت زیادی را وارد جوش میکند. شعله اندکی کاهنده است که اکسید اضافی طی فرایند تشکیل نشود. با این وجود، استیلن لایه ای کربنی روی سطح آلومینیوم ایجاد میکند که جوشکاری را با مشکل مواجه میکند.
فلاکس استفاده شده برای حذف اکسیدها به صورت خمیری روی سطح اعمال میشود. قطعه باید به خوبی توسط فلاکس پوشانده شود تا دچار اکسایش نشود. تمیزکاری فلاکس بعد از فرایند اهمیت بسیار زیادی دارد. فلاکس باقی مانده روی سطح آلومینیوم در تماس با رطوبت، میتواند خورنده باشد. تمیزکاری فلاکس به وسیله وارد کردن قطعه در محلول رقیق سولوفوریک یا نیتریک اسید به مدت کوتاه انجام میشود.
خدمات جوشکاری آلومینیوم
خدمات جوشکاری آلومینیوم به دو صورت کارگاهی و سیار (در منزل یا در محل نصب قطعه) انجام میشود. خدمات جوشکاری آلومینیوم شامل انواع روش های معمول جوشکاری این فلز میشود. روش هایی اعم از جوشکاری آرگون آلومینیوم ، جوشکاری آلومینیوم با گاز و جوشکاری آلومینیوم با برق یا همان جوشکاری قوسی آلومینیوم از مهمترین خدمات جوشکاری آلومینیوم هستند.

دستگاه جوشکاری آلومینیوم
در کارگاه های پیشرفته تر خدمات جوشکاری آلومینیوم با لیزر و پلاسما نیز انجام می شود. خدمات جوشکاری آلومینیوم در مواردی نیز شامل روش های پیشرفته تر با دستگاه جوشکاری آلومینیوم پیچیده میشود. این دسته خدمات جوشکاری آلومینیوم شامل روش های جوشکاری آلومینیوم به روش مقاومتی نقطه ای و جوشکاری اصطکاکی اغتشاشی آلومینیوم میشود.
قیمت جوشکاری آلومینیوم
قیمت جوشکاری آلومینیوم به نوع فرایند انتخابی بستگی دارد. جوشکاری آلومینیوم با گاز یا جوشکاری آلومینیوم با هوا گاز فرایند قابل حملی است و قیمت جوشکاری آلومینیوم را پایین می آورد ولی کیفیت بسیار نامناسبی دارد. جوشکاری آلومینیوم با برق یا جوشکاری آلومینیوم با الکترود دستی فرایندی دیگر است که قیمت جوشکاری آلومینیوم پایینی دارد. استفاده از این فرایند نیز درکاربردهای حساس مناسب نیست. لزوم استفاده از دستگاه جوشکاری آلومینیوم در فرایندهایی مثل جوشکاری آرگون آلومینیوم و جوشکاری آلومینیوم با mig موجب بالا رفتن قیمت جوشکاری آلومینیوم میشود. اما این فرایندها نرخ تولید بالایی دارند و ظرافت زیادی نیز در کیفیت اتصال نهایی ایجاد میکنند. گرانترین نوع دستگاه جوشکاری آلومینیوم در فرایندهای متداول شامل جوشکاری مقاومتی نقطه ای ، جوشکاری FSW و جوشکاری لیزر آلومینیوم می شود. این فرایندها بیشترین قیمت جوشکاری آلومینیوم را دارند و کاربردهای بسیار خاصی در صنایع دارند.
