


جوشکاری تنگستن یکی از فرآیندهای جوشکاری ذوبی است. این فرآیند با نام های جوشکاری GTAW (gas tungsten arc welding) و جوشکاری تیگ هم شناخته می شود. این فرایند جوشکاری با تشکیل قوس بین قطعه فلزی و الکترود تنگستن غیر مصرفی ذوب و اتصال قطعات انجام می شود. در جوشکاری تنگستن ، معمولا از آرگون به عنوان گاز محافظ استفاده می شود. بنابراین این فرآیند، اغلب در صنایع با نام جوشکاری آرگون نیز شناخته می شود. البته قابل ذکر است که در این فرآیند از گازهایی مثل هلیم هم به عنوان گاز محافظ استفاده می شود.
فرآیند جوشکاری تنگستن
جوشکاری GTAW برای اتصال فولاد زنگ نزن، منیزیم، مس و آلومینیوم استفاده می شود. جوشکاری تنگستن ، نسبت به سایر فرایند های جوشکاری ، کنترل بیشتری به اپراتور در رابطه با پارامترهای جوشکاری میدهد.

تجهیزات جوشکاری GTAW
جوشکاری تنگستن دستی ، روش جوشکاری نسبتا دشواری است، به این دلیل که جوشکار باید کنترل مناسبی روی حرکات دست خود داشته باشد. در جوشکاری تنگستن دستی نیز مانند جوشکاری الکترود دستی پوشش دار، جوشکار باید از حرکت هر دو دست خود برای انجام جوشکاری استفاده کند. به این صورت که یک دست، وظیفه نگه داری مشعل و دست دیگر، نگه داری سیم جوش را انجام دهد. کنترل طول قوس، در حین حرکت روی محل جوشکاری کاری بسیار دشوار است. از سویی چسبیدن الکترود به قطعه کار موجب ورود آخال به جوش میشود. از سوی دیگر دور شدن الکترود از قطعه کار، موجب قطع و وصل شدن قوس و ذوب ناقص یا جوش ناهمگن خواهد شد.
نحوه انجام جوشکاری تنگستن دستی
به منظور شروع شدن قوس جوشکاری ، یک ژنراتور با فرکانس بالا جرقه ای الکتریکی تولید میکند. این جرقه مسیری را برای هدایت جریان از درون گاز محافظ ایجاد میکند. با هدایت جریان بین الکترود و قطعه کار (با فاصله ای حدود 1.5 تا 3 میلیمتر)، قوس آغاز میشود. بعد از آغاز قوس در جوشکاری تنگستن ، جوشکار مشعل را در دایره ای کوچک حرکت داده تا حوضچه جوش ایجاد شود. ابعاد حوضچه جوش بستگی به ابعاد الکترود و میزان جریان دارد. سپس، جوشکار در حالی که فاصله مناسب را حفظ میکند، مشعل و الکترود را با زاویه ای حدود 10 تا 15 درجه روی محل جوش به عقب حرکت میدهد. در جوشکاری GTAW دستی، فلز پر کننده، در صورت نیاز به جلوی حوضچه جوش اضافه میشود.

جوشکاری تنگستن به همراه فلز پر کننده
فلز پر کننده همواره در اتمسفر گاز محافظ نگه داشته میشود تا از اکسید شدنش و وارد شدن اکسید به حوضچه جوش جلوگیری شود. با این وجود، باید توجه شود که فلز پر کننده جوشکاری تنگستن ، در صورت استفاده از عناصر با نقطه ذوب پایین، باید دور از قوس نگه داشته میشود. در صورت اینکه فلز پر کننده پیش از وارد شدن به حوضچه جوش، با قوس تماس پیدا کند، پیش از موعد ذوب شده و ممکن است ایجاد پاشش شود. یکی دیگر از تکنیک های به کار رفته برای افزایش کیفیت جوش GTAW ، کاهش جریان قوس در انتهای فرایند جوشکاری برای تسریع فرایند انجماد است. به این شکل، احتمال ایجاد ترک در آخرین بخش اتصال کاهش می یابد.
امنیت جوشکار در جوشکاری تنگستن
جوشکار در فرایند جوشکاری تنگستن ، باید لباس هایی شامل دستکش چرمی، لباس آستین بلند با یقه مناسب و کلاه محافظ برای حفاظت از چشم مقابل اشعه ماورای بنفش بپوشد. نور قوس الکتریکی در جوشکاری تنگستن ، روشنایی بیشتری نسبت به جوشکاری با الکترود دستی دارد و بنابراین حفاظت از چشم در این فرایند، اهمیت بیشتری دارد. در صورت عدم استفاده از محافظ برای چشم جوشکار، احتمال کوری موقت یا حتی دائم و درد بسیار شدید وجود دارد. شدت بالای نور ماورای بنفش قوس در جوشکاری تنگستن ، میتواند سوختگی شدید روی پوست را هم به همراه داشته باشد.
جوشکاری تنگستن فولاد زنگ نزن
کلاه خود محافظ اپراتور جوشکاری تنگستن ، لنز چشمی تیره و محافظت کامل از سر و گردن را برای جلوگیری از آسیب چشمی و پوستی به همراه دارد. برخی کلاه ها نیز صفحه ای از جنس کریستال مایع دارند که به محض قرار گرفتن در برابر نور شدید به طور خود به خود، تیره میشود. چنین تمهیداتی برای کسانی که در اطراف جوشکاری ایستاده اند، هم باید لحاظ شود.
در جوشکاری تنگستن ، احتمال انتشار اوزون و اکسیدهای نیتریک سمی نیز وجود دارد. نیتریک اسید با ترکیب شدن با غشای ریوی ایجاد اسید می کند و اوزون نیز ریه را می سوزاند. این موارد هر چند بسیار شدید نیست، اما در دراز مدت، اپراتور را با مشکلات تنفسی درگیر میکند. چنانچه جوشکاری در مدت زمان طولانی و محل بسته انجام میشود، ایجاد سیستم تهویه از اهمیت بالای برخوردار میشود.
کاربردهای جوشکاری تنگستن
صنایع هوافضا از بزرگترین مصرف کنندگان روش جوشکاری تنگستن محسوب میشود، اما فرایندهای دیگر نیز از این روش استفاده میکنند. اغلب صنایع برای جوشکاری مقاطع نازک غیر فلزی از جوشکاری GTAW استفاده میکنند. جوشکاری قطعات ظریفی مانند لوله های نازک دوچرخه، با جوش هایی با قطر بسیار محدود با جوشکاری GTAW انجام میشود. جوشکاری تنگستن برای جوشکاری پاس ریشه جوشکاری لوله نیز انجام میشود. جوشکاری تعمیری قطعاتی از جنس منیزیم و آلومینیوم ، در بخش تعمیرات و نگه داری با جوشکاری تنگستن انجام میشود.

جوشکاری تیگ
جوشکاری تنگستن انعطاف زیادی در جوشکاری آلیاژهای گوناگون و استفاده از فیلر های گوناگون دارد، بنابراین ایجاد حوضچه جوشی با ترکیب معادل پایه امکان پذیر است. در روش های جوشکاری بدون گاز محافظ، ممکن است ترکیب حوضچه جوش با فلز پایه فرق داشته باشد. این تفاوت در محیط های خورنده، موجب ایجاد خوردگی گالوانیک میشود. به همین دلیل در اتصالاتی که بسیار به خوردگی حساس هستند، از جوشکاری GTAW استفاده میشود.
تجهیزات جوشکاری GTAW
جوشکاری GTAW از تجهیزات گوناگونی تشکیل شده است که در ادامه شرح داده می شوند.
تامین گاز محافظ
در جوشکاری GTAW سیستم تامین کننده گاز محافظ شامل رگولاتور، شیلنگ گاز، دبی سنج و کپسول گاز می شود. این سیستم به مشعل وصل می شود و به صورت دستی یا خودکار تنظیم می شود.
منبع قدرت یا مولد نیرو
در جوشکاری GTAW منبع قدرت از جنس ترانسفورماتور های یکسوکننده است و با جریان های AC یا DC کار میکند. منبع قدرت در جوشکاری تنگستن ، از منابع جریان ثابت تشکیل میشود. به این معنی که حتی با تغییر ولتاژ و طول قوس نیز جریان ثابت میماند. در این فرآیند برای جوشکاری ورق های ضخیم از آمپر بالا و برای جوشکاری ورق های نازک از آمپر های پایین استفاده می شود.
مشعل جوشکاری GTAW
مشعل های جوشکاری GTAW انواع گوناگونی دارند. یکسری از این مشعل ها به صورت دستی و برخی دیگر به صورت اتوماتیک کار می کنند. اجزای تشکیل شده این انواع مشعل ها تقریبا یکسان است. در جوشکاری تنگستن ، نگهداری الکترود تنگستن و انتقال گاز محافظ به حوضچه و اطراف محل جوشکاری ، توسط مشعل انجام میشود. سیستم های خنک کننده مشعل از آب یا هوا برای اینکار استفاده میکنند. بخش های داخلی مشعل از آلیاژهای استحکام بالای مس یا برنج ساخته میشوند. این آلیاژها توان انتقال موثر جریان یا گرما را دارند. پلاستیک بدن مشعل نیز از مواد عایق مقاوم در برابر حرارت ساخته میشوند تا امنیت جوشکار حفظ شود. ابعاد نازل مشعل نیز، بستگی به منطقه مورد حفاظت دارد.
الکترود جوشکاری
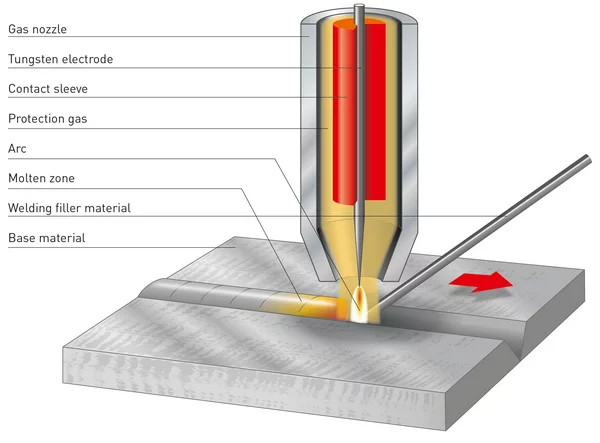
شماتیک جوشکاری GTAW
تنگستن
الکترود مورد استفاده در جوشکاری تنگستن ، از تنگستن یا آلیاژهای آن ساخته میشود. تنگستن بالاترین نقطه ذوب را بین فلزهای خالص دارد که حدود 3500 درجه سانتیگراد است. الکترود در جریان جوشکاری مصرف نمیشود اما ممکن است فرسایش الکترود در دراز مدت رخ دهد. الکترودهای خالص تنگستن در کاربردهایی استفاده میشوند که هزینه پایینی نیاز دارند و حساسیت بالایی ندارند. این الکترودها عمر پایینی داشته و جوشکاری منیزیم و آلومینیوم به کار میروند. اکسیدهای توریم و سریم به عنوان عناصر آلیاژی، به الکترودهای تنگستن اضافه می شوند، پایداری قوس را افزایش داده و استارت قوس را سهولت میبخشند. لازم به ذکر است که توریم عنصری رادیواکتیو است و ممکن است به سلامت جوشکار آسیب برساند.
در این فرآیند ، تنظیم همزمان درجه رقت و ایجاد جوشی با عمق نفوذ کافی فرآیندی دشوار است. مهم ترین نکته در جوشکاری چدن با ارگون این است که، این فرآیند اغلب برای جوشکاری تعمیراتی استفاده می شود. سیم جوش استفاده شده در این فرآیند از جنس فولاد زنگ نزن آستنیتی است. این سیم جوش به دلیل چقرمگی بالا و مقاومت در برابر تردی هیدروژنی، ایجاد ترک را کاهش می دهد. از ملزومات جوشکاری چدن با ارگون، می توان به عملیات حرارتی قبل و بعد از جوشکاری و جوشکاری با الکترود منفی اشاره کرد.
فرآیند جوشکاری چدن با ارگون
جوشکاری چدن با ارگون بیشتر برای جوشکاری پاس ریشه استفاده می شود. ضخامت ماده اتصال دهی شده در این فرآیند، از چند دهم میلی متر تا چند سانتی متر متغیر است. این فرآیند به دلیل نرخ رسوب دهی پایین، سرعت کمی دارد. در این فرآیند، گاز محافظ تا زمان انجماد کامل حوضچه مذاب به آن دمیده می شود. با عبور جریان از گاز محافظ یونیزه شده، قوسی بین نوک الکترود و قطعه کار ایجاد می شود. گرمای ایجاد شده ناشی از قوس، فلز پایه را ذوب میکند و سپس با ایجاد حوضچه مذاب جوشکاری را شروع می کند. الکترود جوشکاری چدن با آرگون در راستای خط اتصال حرکت می کند و سطح اتصال را ذوب می کند.

فرآیند جوشکاری چدن با آرگون
در جوشکاری چدن با آرگون ، جریان مستقیم و بار منفی روی الکترود به دلیل ایجاد حرارت کمتر و ذوب شدن کمتر الکترود توصیه می شود. استفاده از بار مثبت منجر به اضافه شدن ناخالصی تنگستنی به مذاب فلز جوش و ذوب الکترود می شود. حتی در صورتی که قطب منفی روی الکترود اعمال شود، سیستم آبگرد روی مشعل نصب می شود، تا هر گونه احتمال ذوب الکترود از بین برود.
تجهیزات جوشکاری چدن با آرگون
در جوشکاری چدن با آرگون از تجهیزات مختلفی استفاده می شود، که در این قسمت بررسی می شوند.
منبع قدرت یا مولد نیرو
مولد نیرو در جوشکاری چدن با ارگون از جنس ترانسفورماتور های یکسوکننده است که جریان های AC یا DC را تامین می کنند. آمپر وارد شده به دستگاه جوشکاری چدن با ارگون از 800- 5 آمپر متغیر است. برای جوشکاری ورق های فزات رسانا با ضخامت بالا از آمپر بالا استفاده می شود.
سیستم کنترل کننده
در جوشکاری چدن با آرگون ، سیستم های کنترل کننده متغیر وجود دارند، که در دستگاه های مختلف متفاوت است. دستگاه های خودکار سیستم هایی برای تنظیم سرعت پیشروی و کنترل مسیر جوشکاری دارند. در صورتی که جوشکاری چدن با ارگون به صورت دستی انجام شود وظیفه کنترل این فرآیندها با جوشکار است.
در بعضی از دستگاه های جوشکاری چدن با آرگون ، سیستم هایی برای جوشکاری پالسی نیز در نظر گرفته می شود. در این سیستم ها حداقل و حداکثر جریان و زمان های مربوط به هر کدام قابل تنظیم است.
تامین گاز محافظ
سیستم های تامین کننده گاز محافظ در جوشکاری چدن با گاز آرگون شامل رگولاتور، دبی سنج، کپسول گاز و شیلنگ گاز می شود. این سیستم به صورت دستی یا خودکار تنظیم می شود.
مشعل جوشکاری چدن با ارگون
مشعل های گوناگونی برای جوشکاری چدن با آرگون وجود دارند. برخی از این مشعل ها بصورت دستی و برخی دیگر به صورت اتوماتیک کار می کنند.
الکترود تنگستنی جوشکاری چدن با ارگون
در جوشکاری چدن با آرگون نقش اصلی الکترود تنگستنی، تشکیل قوس و تامین گرمای لازم برای جوشکاری است. تنگستن در دمای کمی پایین تر از دمای ذوبش دارای خاصیت گرمایونی است که سبب گسیل الکترون می شود.

الکترود تنگستنی جوشکاری چدن با آرگون
این الکترود ها به صورت خالص یا آلیاژهای تنگستن استفاده می شوند. آلیاژهای تنگستن قوس پایدار تری را تشکیل می دهند و مقاومت بیشتری در برابر ذوب شدن و اکسیداسیون از خود نشان می دهند. الکترود های تنگستنی جوشکاری چدن با ارگون در قطر های مختلفی موجود اند، که الکترود های ظریف برای جریان های ضعیف و الکترود های ضخیم برای جریان های بالا استفاده می شوند.
متغیر های فرآیند جوشکاری ارگون
متغیر های فرآیند جوشکاری چدن با ارگون و تاثیرات آن ها روی جوش، نقش بسزایی در دستیابی به جوش مطلوب دارند. این متغیر ها در این قسمت بررسی می شوند.
سرعت پیشروی جوشکاری
سرعت پیشروی جوشکاری روی حوضچه مذاب، سرعت سرد شدن و خواص مکانیکی فلز جوش تاثیر می گذارد. در جوشکاری چدن با آرگون دستی، سرعت اتصال دهی به سرعت دست جوشکار بستگی دارد. این سرعت در فرآیند های اتوماتیک، به سرعت حرکت گاری یا فلز بستگی دارد.
شدت جریان
در جوشکاری چدن با ارگون اغلب از الکترود با قطب منفی استفاده می شود. الکترود منفی، تنها یک سوم حرارت ایجاد شده را در خود نگه می دارد و باقی جریان را روی قطعه کار متمرکز می کند. در این فرآیند از الکترود مثبت و جریان مستقیم به ندرت استفاده می شود، زیرا استفاده از این نوع جریان، موجب افزایش حرارت الکترود و ذوب آن می شود. کاربرد اصلی الکترود مثبت و جریان مستقیم، تمیزکاری سطح قطعه است. بطوریکه در این فرآیند، بمباران یون ها به سمت قطعه کار و پراکنده شدن اکسید روی حوضچه جوش انجام می شود. برای انجام این فرآیند از جریان پایین و الکترود ضخیم استفاده می شود.
جریان متناوب در جوشکاری چدن با آرگون در یک نیم سیکل، عمل اکسید زدایی را انجام می دهد و در نیم سیکل بعد الکترود فرصت سرد شدن پیدا می کند. در این فرآیند میزان جریان نیز خیلی اهمیت دارد، شدت جریان پایین سبب ذوب ناقص و ناپایداری قوس می شود. شدت جریان بالا در جوشکاری چدن با ارگون نیز سبب ذوب اضافی و ریزش آن از درز اتصال و همچنین افزایش حرارت ورودی و تاثیر منفی روی ریزساختار و خواص مکانیکی جوش می شود.
قیمت جوشکاری چدن با ارگون
قیمت جوشکاری چدن با آرگون به عوامل مختلفی بستگی دارد. وضعیت جوشکاری، ضخامت جوش مدنظر، فلز پایه جوشکاری شده و مقدار سیم جوش از مهم ترین پارامتر های تاثیرگذار بر قیمت جوشکاری چدن با ارگون هستند. علاوه بر این عوامل، آلیاژی یا خالص بودن الکترود، خلوص گاز و توانایی ایجاد پالس در منبع قدرت و جنس نازل جزو عوامل تاثیرگذار روی قیمت جوشکاری چدن با ارگون هستند.

جوشکاری چدن با ارگون
جوشکاری چدن با آرگون در مقایسه با دیگر فرآیند های جوشکاری ستنی، قیمت بالاتری دارد. جوشکاری زیرپودری نسبت به جوشکاری چدن با ارگون هزینه کمتری دارد. این فرآیند به دلیل سرعت جوشکاری پایین تر نسبت به فرآیند های ذکر شده، قیمت بالاتری دارد.
