
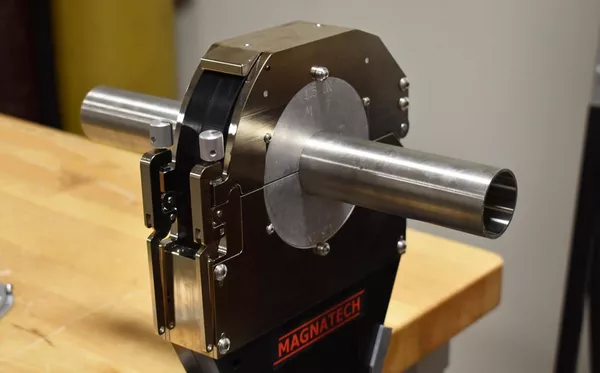

جوش اوربیتال فرایندی از مجموعه فرایندهای جوشکاری ذوبی است که به منظور افزایش سهولت جوشکاری قطعاتی مانند لوله انجام میشود. در این فرایند، مشعل (معمولا از نوع جوشکاری تیگ) با چرخش پیوسته و یکنواخت 360 درجه حول محل اتصال میچرخد. هدف از ابداع دستگاه جوش اوربیتال ، افزایش اتوماسیون جوش و کاهش عیوب ناشی از خطای انسانی برای اتصالات بسیار حساس و نیازمند به تکرار پذیری بالا است. مشعل جوشکاری در این فرایند، توسط کامپیوتر کنترل میشود. نرخ تغذیه سیم پر کننده نیز توسط سیستم های خودکار کامپیوتری کنترل میشود.
تاریخچه جوش اوربیتال
توسعه این فرایند در دهه 1960 و با ابداع طرح های نوین برای قطعات هواپیما آغاز شد. مهندسین شرکت های صنایع هواپیمایی نیاز به روش هایی داشتند که قابلیت جوشکاری آرگون این قطعات را داشته باشد و بنابراین جوش اوربیتال توسعه داده شد.

تجهیزات جوش اوربیتال
دستگاه جوش اوربیتال از اواسط دهه 80 کاربرد گسترده ای پیدا کرد و به شکل تجاری در بسیاری از صنایع به کار گرفته شد. مهمترین این صنایع سیستم های نگه داری مایعات حساس و گازها است.
فرایند جوش اوربیتال
جوشکاری لوله به صورت دستی به خصوص در فرایند جوشکاری تیگ با محدودیت های بسیاری روبرو است. موقعیت جوشکاری خاص و دسترسی محدود به دور تا دور خط اتصال موجب دشواری بسیار زیاد جوشکاری دستی میشود. ایجاد تعادل بین نیروهای متفاوت اعمال شده روی حوضچه جوش موجب دشوار شدن پایداری آن میشود. پایداری حوضچه جوش و حفظ فاصله مناسب الکترود تا حوضچه جوش به وسیله فرایندهای اتوماسیونی دستگاه جوش اوربیتال به راحتی امکان پذیر است. استانداردهای ASME section IX و API 1104 طریقه جوشکاری صحیح لوله ها را توضیح میدهند و پارامترهای صحیح جوشکاری به دستگاه داده میشوند.
به دلیل نبود احتمال خطای اپراتور، جوش انجام شده با پارامترهای صحیح، به صورت نامحدود و با کیفیت مناسب قابل تکرار است. البته اپراتورهای دستگاه جوش اوربیتال نیز بایستی برای رفع مشکات احتمالی سیستم و برنامه ریزی صحیح دستگاه به خوبی آموزش دیده باشند.
جوشکاری اوربیتال لوله
فردی که با دستگاه جوش اوربیتال کار میکند، بایستی اطلاعات مناسب در خصوص پارامترهای جوشکاری آرگون داشته باشند و برنامه ریزی دستگاه را به درستی انجام دهد. بعد از انجام تعداد معینی اتصال با کیفیت روی لوله، میتوان از صحت تنظیمات اعمال شده اطمینان کسب کرد. سلامت این اتصال ها به وسیله آزمون های مکانیکی و آزمون های غیر مخرب تعیین میشود. فرایندهای اتوماسیون مشابه بر پایه جوشکاری آرگون روی اشکال دیگر نیز اعمال میشوند. اما به دلیل یکنواخت بودن قطر خارجی لوله ها و شکل دایره ای آن ها، جوش اوربیتال لوله ها کاربرد بیشتری در صنعت دارد.
جوش اوربیتال آلیاژهای گوناگون
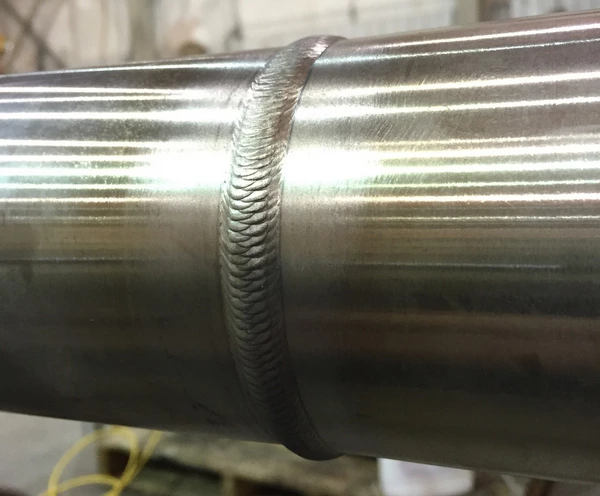
البته باید ذکر کرد که جوش اوربیتال با کیفیت نه تنها به پارامترهای جوشکاری ، بلکه به نوع فلز پایه مورد استفاده نیز مرتبط میباشد. گرید های مختلف فولادهای زنگ نزن از جمله گرید 316 با موفقیت به این روش جوش داده شده اند. همچنین باقی فولادها از جمله فولادهای استحکام بالا، دمابالا و فولادهای کربنی آلیاژی و غیر آلیاژی به این روش اتصال داده شده اند. همچنین فلزات غیر آهنی از جمله آلیاژهای نیکل، تیتانیوم، مس، آلومینیوم نیز به روش جوش اوربیتال قابل اتصال هستند. اتمسفر کنترل شده جوش اوربیتال ، اتصالاتی ایجاد میکند که بسیار تمیز هستند، آخال و حفرات گازی بسیار کمی دارند و عاری از پاشش هستند.
پارامترهای جوش اوربیتال
بسیاری از پارامترهای معمول جوشکاری آرگون در فرایند جوش اوربیتال نیز به همان شکل اعمال میشوند. گاز محافظ باید طبق استاندارد به حوضچه جوش دمیده شود. خلوص گاز آرگون یا ترکیبات دیگر مورد استفاده در جوشکاری تیگ بر اساس اهمیت کیفیت جوشکاری و نوع فلز پایه تعیین میشود. جریان جوشکاری و لزوم استفاده از فلز پر کننده نیز بر اساس ملزومات جوشکاری و کیفیت اتصال تعیین میشوند. لزوم استفاده از فلز پرکننده معمولا به ضخامت اتصال و نوع فلز پایه بستگی دارد. در مواردی که ضخامت اتصال زیاد بوده یا فلز پایه نیاز به کنترل مناسب عناصر آلیاژی دارد، از فلز پر کننده استفاده میشود.
بازرسی جوش اوربیتال
نمونه جوش ها برای تست کیفیت جوش معمولا در ابتدای هر شیفت کاری باید ایجاد شوند. در صورت تغییر هر یک از پارامترهای جوش مانند برنامه جوشکاری یا گاز باید نمونه جوش دیگری گرفته شود و مورد بازرسی قرار گیرد.

جوشکاری اوربیتال
با وجود تکرار پذیری بالای جوش اوربیتال ، انجام نمونه گیری و آزمون های غیر مخرب بهتر است در فواصل زمانی معین انجام شود. در صورت تغییر پارامترهای بحرانی جوشکاری مثل نوع گاز محافظ، تمام مراحل بازرسی فنی جوشکاری از جمله تهیه و تایید دستورالعمل جوشکاری باید از ابتدا انجام شوند.
هوشمند سازی جوش اوربیتال
در جوش اوربیتال میتوان از سیستم های هوش مصنوعی نیز بهره برد تا تعیین پارامترها نیز توسط سیستم انجام شود. در راه اندازی چنین سیستمی، اپراتور تنها باید جنس ماده مورد استفاده و میزان خواص مکانیکی مدنظر را برای قطعه تعیین کند. در اینصورت، تمامی تنظیمات کنترلی و مانیتورینگ دستگاه نیز توسط هوش مصنوعی انجام میشود. برای مثل، کنترل فاصله نوک الکترود با حوضچه جوش توسط سنسور های بصری انجام میشود تا افزایش فاصله موجب قطع شدن قوس نگردد. یا دمای الکترود تنگستنی توسط سنسورهای حرارتی کنترل شود تا افزایش دمای الکترود تنگستنی منجر به وارد شدن آخال تنگستنی به داخل حوضچه جوش نشود.
مزایای جوش اوربیتال
همانطور که پیشتر گفته شد، جوش اوربیتال فرایندی اتوماسیونی است، بنابراین انجام این فرایند نیاز به اپراتور جوشکار ماهر ندارد. در نتیجه ، هزینه های اپراتوری فرایند کاهش می یابد. اپراتور ماهر معمولا نیاز به بررسی های دوره ای برای تایید صلاحیت جوشکار و صدور PQR دارد. از سوی دیگر، سیستم های جوشکاری میتوانند تعداد بیشتری اتصال را با سرعت و کیفیت بیشتر انجام دهند و تنها مانع، استهلاک سیستم میباشد. درحال که جوشکار آرگون ممکن است بعد از مدتی، به دلیل خستگی یا صدمات احتمالی ناشی از جوشکاری، توانایی اتصال دهی نداشته باشد.
فرایند جوش اوربیتال
قیمت دستگاه جوش اوربیتال
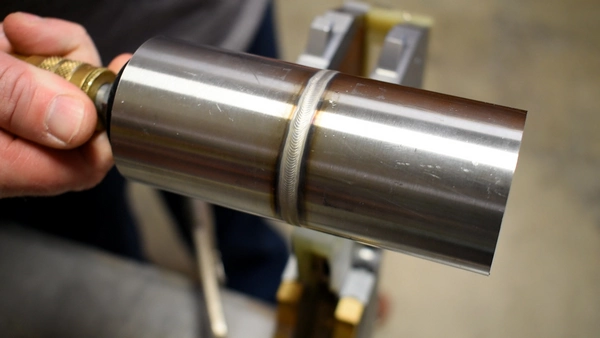
قیمت دستگاه جوش اوربیتال بستگی به پارامترهای زیادی دارد. مهمترین این پارامترها در تعیین قیمت دستگاه جوش اوربیتال ، ظرافت جوشکاری و محدوده ضخامت قابل اتصال است. به دلیل دقت ابعادی بالای جوش اوربیتال ، حتی لوله هایی با قطر بسیار پایین، از حدود 1.6 میلیمتر نیز به این روش قابل جوشکاری هستند. از سوی دیگر میتوان لوله هایی تا قطر خارجی 170 میلیمتر و ضخامت دیواره 3.5 میلیمتر را نیز به این روش اتصال داد.
به طور کلی، با در نظر گرفتن تمهیداتی، طیف ضخامت های قابل جوشکاری با فرایند جوش اوربیتال ، بیشتر از جوشکاری آرگون عادی میشود. با این وجود، قیمت دستگاه جوش اوربیتال به خصوص در اتصالات حساستر بسیار بیشتر از قیمت دستگاه جوشکاری آرگون عادی است. جوشکاری اوربیتال احتمال دارد در محفظه هایی انجام شود که کنترل دبی گاز محافظ و پارامترهای اتصال را آسانتر کند. در این صورت، قیمت دستگاه جوش اوربیتال ، بسیار بیشتر خواهد شد.
