


جوشکاری مس و آلیاژهای آن به دلیل کاربردهای زیاد آن ها در صنایع مختلف از اهمیت بالایی برخوردار است. به غیر از آن دسته از آلیاژهای مس که مقادیر زیادی سرب دارند، باقی آلیاژهای مس با رعایت موارد خاص، جوش پذیر هستند.
خدمات جوشکاری مس باید روی آلیاژهای اکسیژن زدایی شده انجام شود. جوشکاری مس اکسیژن زدایی نشده موجب متمرکز شدن فازهای یوتکتیک مس و اکسید مس در مرزدانه ها میشود. در نتیجه، خواص مکانیکی و خوردگی مس کاهش می یابد. در روش های جوشکاری که حرارت ورودی غیر متمرکز دارند، مانند جوشکاری مس با گاز ، این مورد شدت بیشتری دارد. بنابراین انتخاب ورق اکسیژن زدایی شده در جوشکاری مس اهمیت بالایی دارد.
انتخاب روش جوشکاری مس
یکی از پارامترهایی که معمولا در انتخاب روش جوشکاری لحاظ میشود، حجم تولید است. برای حجم تولید زیاد و قطعاتی که طول جوش نسبتا زیادی دارند، روش های اتوماتیک یا نیمه اتوماتیک ترجیح داده میشوند. یکی از روش های جوشکاری با قابلیت اتوماسیون بالا، جوشکاری میگ است. برای قطعاتی که نیاز به جوشکاری تعمیری دارند و قطعات با حجم تولید محدود، خدمات جوشکاری مس با گاز مناسب تر است. ضخامت قطعه نیز پارامتر مهمی در انتخاب روش جوشکاری مس است. قطعاتی که ضخامت بالایی دارند، معمولا با جوشکاری مس با گاز و جوشکاری مس با آرگون اتصال داده میشوند. جوشکاری میگ بیشتر برای مقاطع ضخیم استفاده میشود. در نهایت، پارامتر جوشکاری عامل مهمی در انتخاب روش جوشکاری مس است. در وضعیت های معمول، جوشکاری میگ و در جوشکاری بالای سر، جوشکاری مس با آرگون انجام میشود.
متالورژی جوشکاری مس
جوشکاری مس میتواند دارای مشکلات متعددی باشد که اغلب به راحتی و با رعایت تمهیدات خاصی حین جوشکاری قابل رفع هستند.
اعوجاج در جوشکاری مس
یکی از تفاوت های بسیار مهم جوشکاری مس با جوشکاری آلیاژهای آهنی در اختلاف ضریب انبساط حرارتی این دو است. ضریب انبساط حرارتی مس 1.5 برابر ضریب انبساط حرارتی آهن است. در نتیجه، در مقایسه با آهن، مس بیشتر مستعد اعوجاج و تنش های پسماند حرارتی بعد از اتصال است. استفاده از گیره برای جلوگیری از پیچش قطعه در اتصالات کوچک و معمول انجام میشود اما برای اتصالات طولانی تر باید تمهید دیگری اندیشید. جوش طولی در یک مخزن بزرگ، نمونه ای این اتصالات طولانی است که در آن، استفاده از گیره مقدور نیست.
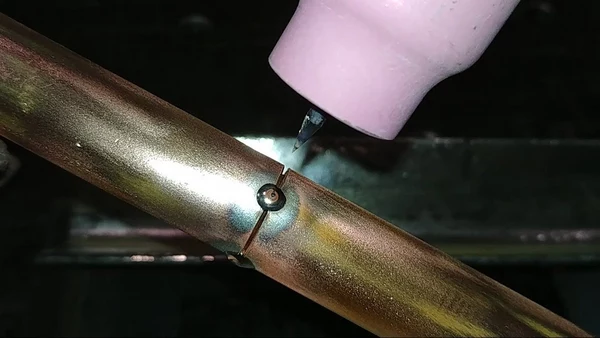
جوشکاری تیگ مس
جوشکاری متناوب با فاصله های معین ، یکی از روش های جلوگیری از اعوجاج جوشکاری محسوب میشود. در ضمن در خصوص جوش هایی که دارای چند پاس هستند، احتمال ترک برداشتن پاس ریشه وجود دارد. بنابراین در جوشکاری مس ، توجه به حجم پاس ریشه در مقایسه با ضخامت کار اهمیت زیادی دارد.
هدایت حرارتی بالای مس
در ضمن، باید توجه داشت که هدایت حرارتی مس دو برابر هدایت حرارتی آهن است. بنابراین میتوان تخمین زد که گرمای مورد نیاز برای جوشکاری مس نیز تقریبا دو برابر آهن میتواند باشد. به منظور رسیدن به عمق نفوذ مناسب ، یکی از روش هایی که معمولا به کار میرود، استفاده از تکنیک سوراخ کلیدی است. دستیابی به اتصال سوراخ کلیدی در جوشکاری لیزر و جوشکاری باریکه الکترونی سهولت بسیاری دارد، اما در جوشکاری مس با آرگون نیز قابل انجام است. در اتصالات مس میتوان از بکینگ یا قطعات پشتی از جنس کربن یا مس نیز استفاده کرد. با استفاده از این قطعات میتوان نسبت به عمق نفوذ مناسب اطمینان حاصل نمود. در صورت امکان دستیابی به دو سر قطعه، جوشکاری دو سر قطعه نیز تکنیک مناسبی میتواند باشد.
پیش گرم کردن
پیش گرم کردن نیز تکنیک خوبی برای دستیابی به عمق نفوذ مناسب در جوشکاری مس است. انتخاب درجه پیش گرم با توجه به ملزومات استاندارد و تجربیات قبلی انجام میشود. یکنواخت بودن پیش گرم و تثبیت درجه حرارت پیش گرم با پایان عملیات جوشکاری نیاز به دقت زیادی دارد. استفاده از صفحات عایق حرارتی تمهید مناسبی برای جلوگیری از تلفات شدید حرارتی قطعات مسی است.
محافظت از مذاب در جوشکاری مس
از آنجایی که وجود اکسیژن در جوشکاری مس میتواند به شدت مشکل زا باشد، دقت در انجام فرایند جوشکاری مس با گاز مسئله ای بسیار حیاتی است. معمولا از شعله ای اکساینده استفاده میشود تا تشکیل اکسید اولیه موجب حفاظت مذاب در مقابل اکسیداسیون شود. در این صورت، اکسید ایجاد شده بعد از جوشکاری حذف خواهد شد. استفاده از روانساز نیز تمهید مناسبی است تا ایجاد ذرات محبوس اکسیدی کاهش یابد. در صورت استفاده از روانساز یا فلاکس، از شعله خنثی در جوشکاری مس با گاز استفاده خواهد شد.
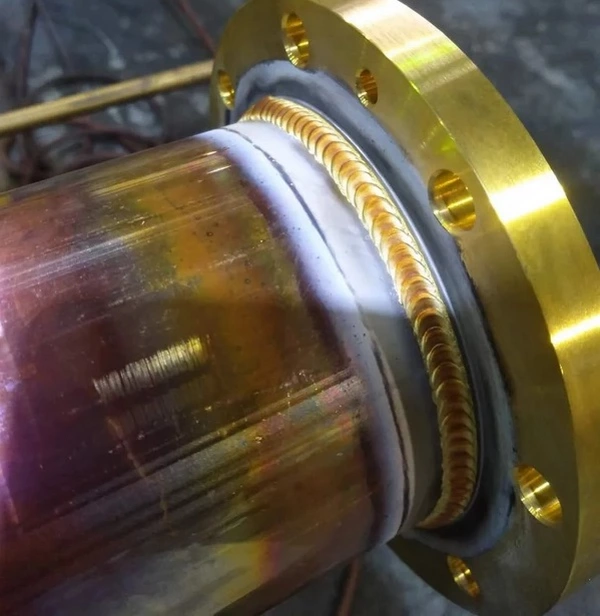
اتصال مس به برنج
روانسازها ترکیباتی از بوریت ها، کلرید ها و فلورید ها هستند که به دو صورت روی سطح جوشکاری شده اعمال میشوند. در روش اول، این ترکیبات پیش از جوشکاری مس با گاز ، به صورت خمیر روی سطح مالیده میشوند. در روش دوم، سیم جوش مس یا مفتول مس پیش از جوشکاری مس با گاز داخل روانساز فرو برده میشود. از آنجایی که روش های دیگر جوشکاری ، تمهیدات دیگری برای حفاظت از حوضچه جوش دارند، استفاده از روانساز مختص جوشکاری مس با گاز است.
جوشکاری مس با برق
جوشکاری مس با برق یا جوشکاری الکترود دستی معمولا برای کارهای تعمیرات کوچک انجام میشود. در جوشکاری مس با برق از جریان یکنواخت با قطب معکوس استفاده شده و قطعه قبل از اتصال پیش گرم میشود. دمای پیش گرم قبل از جوشکاری مس با برق ، در ضخامت های بالای 3 میلیمتر به 260 درجه سانتی گراد یا بیشتر میرسد. سیم جوش مس در جوشکاری مس با برق ، به صورتی تولید میشود که دارای مقدار کافی عناصر اکسیژن زدا باشد.
در جوشکاری مس با برق ، از سیم جوش مس پوشش دار ساخته شده از مس خالص یا دارای عناصر آلیاژی استفاده میشود. عناصر آلیاژی معمول در سیم جوش مس شامل قلع ، سیلیسیم ، آلومینیوم و نیکل میشود. سیم جوش مس – قلع دارای درصد کمی فسفر به عنوان عنصر اکسیژن زدا است. سیم جوش مس – سیلیسیم پرکاربرد ترین سیم جوش مس استفاده شده در انواع فرایندهای اتصال دهی مس است. ضخامت سیم جوش مس در جوشکاری مس با برق از 2.4 تا 4.8 میلیمتر متغیر است.
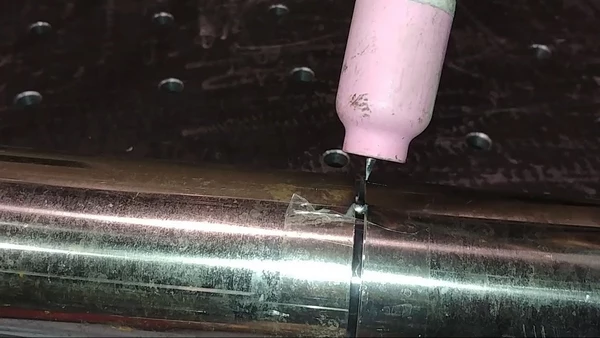
جوشکاری مس با آرگون
جوشکاری مس با آرگون یکی از روش های بسیار مناسب برای اتصال قطعات نازک تا 3 میلیمتر است و بنابراین بسیار پرکاربرد میباشد. جوشکاری مس با آرگون برای ضخامت های بالاتر نیز در مواردی مناسب است و قابلیت جوشکاری در وضعیت های قائم و بالای سر را دارد. جریان مناسب در جوشکاری مس با آرگون جریان مستقیم با الکترود منفی است. در جوشکاری مس با آرگون از گازهای آرگون، هلیم، ازت یا ترکیبات آنها استفاده میشود. گاز آرگون انرژی کمتری با سطح اتصال منتقل میکند و برای ضخامت های پایین تر مناسب است. در صورت استفاده از گاز آرگون باید سرعت پیشرفت جوشکاری را پایین آورد و درجه حرارت پیش گرم را بالاتر نگه داشت.
جوشکاری مس با آرگون
هلیم گرمای بیشتری با سطح اتصال منتقل میکند و برای ضخامتهای بالاتر مناسب است. با این وجود، هلیم قیمت بالایی دارد و در صورت استفاده از هلیم در جوشکاری مس با آرگون هزینه جوشکاری مس بالاتر میرود. همچنین، هلیم چگالی پایین و در نتیجه، تمایل زیادی به رفتن به سمت بالا دارد و بنابراین در صورت استفاده از هلیم، مصرف گاز بالا میرود. ازت قیمت کم و انرژی داده شده به جوش زیادی دارد اما منجر به پاشش زیاد مذاب میشود و ظاهر جوش را دچار عیب میکند.
جوشکاری میگ
جوشکاری میگ روش پرکاربرد دیگری در اتصال دهی مس است. در این فرایند از سیم جوش اکسیژن زدایی شده مس استفاده میشود. ترکیب سیم جوش مس بر اساس خواص مورد نیاز برای اتصال تعیین میشود. این فرایند با جریان مستقیم و الکترود مثبت انجام میشود تا حرارت بیشتری به قطعه کار وارد شود و عمق نفوذ بیشتری داشته باشد. گازهای محافظ مورد استفاده در جوشکاری میگ ، همانند جوشکاری مس با آرگون است و تفاوت قابل توجهی ندارد. در حالتی که از گاز آرگون استفاده می شود، چنانچه جریان جوشکاری از حد بحرانی بیشتر شود، مود انتقال قطرات از قطره ای به اسپری تغییر میکند. مود اسپری جوش تمیزی تولید میکند و عمق نفوذ نسبتا زیادی دارد. در صورت استفاده از گازهای هلیم و نیتروژن، عمق نفوذ کمتر و پاشش مذاب بیشتر است.
سایر روش های جوشکاری مس
به دلیل مقاومت کم مس در برابر الکتریسیته، جوشکاری مقاومتی انتخاب معمولی برای اتصال دهی مس نیست. با این وجود، جوشکاری مقاومتی نقطه ای مس در موارد خیلی معدودی قابل انجام است و کاربردهایی نیز دارد. لحیم کاری سخت از فرایندهای موفق در اتصال دهی آلیاژهای مس است. سیم لحیم نقره یا مس – فسفر از ترکیباتی است که در لحیم کاری سخت مس پرکاربرد هستند.

جوشکاری مقاومتی نقطه ای مس
در اتصال قطعات خاص در مصارف الکترونیکی، طلا نیز انتخاب مناسبی برای لحیم کاری مس است. در لحیم کاری مس ، همانند سایر فرایندهای اتصال دهی مس ، اکسیژن زدایی آلیاژ مس از اهمیت بالایی برخوردار است. مس اکسیژن زدایی نشده در مقابل تجمع اکسیدها یا تردی هیدروژنی حساس است و باید با تمهیدات خاصی لحیم کاری شود.
خدمات جوشکاری مس
خدمات جوشکاری مس اغلب با تکنیک های جوشکاری بر پایه قوس الکتریکی مانند جوشکاری الکترود دستی، جوشکاری آرگون و جوشکاری میگ انجام میشود. خدمات جوشکاری مس با گاز نیز در مواردی جایگزین ارزان قیمتی برای فرایندهای قوس الکتریکی یاد شده محسوب میشود. به طور کلی در خدمات جوشکاری مس ، بین اتصال دهی مس خالص و آلیاژهای پرکاربرد مس مانند برنز، برنج یا مس بریلیوم تفاوت زیادی وجود دارد. آلیاژهای یاد شده تکنیک ها و تمهیدات جوشکاری مخصوص به خود را دارند.

لیحم کاری سخت مس
