


ماشینکاری التراسونیک یا ماشین کاری با ارتعاش التراسونیک، یک فرآیند ماشین کاری مکانیکی است، که برای ماشین کاری قطعات سخت و شکننده استفاده می شود. در واقع، ماشینکاری التراسونیک از امواج التراسونیک برای تولید نیروی فرکانس بالا با دامنه کم استفاده می کند، که به عنوان نیرو محرکه ساینده عمل می کند. دستگاه التراسونیک، موج ارتعاشی با فرکانس بالا در حدود فرکانس 20000 تا 30000 هرتز و دامنه حدود 25 – 50 میکرون تولید می کند. این انتقال ارتعاش فرکانس بالا به ذرات ساینده موجود در دوغاب، منجر به فرورفتگی ذرات ساینده در قطعه کار می شود و فلز را از سطح تماس جدا می کند. برخلاف دیگر فرآیند های غیر سنتی، ماشینکاری التراسونیک از نظر حرارتی آسیبی به قطعه کار وارد نمی کند.
تجهیزات ماشینکاری التراسونیک
ماشينکاري التراسونيک از تجهیزات مختلفی تشکیل شده ، که در این قسمت به آن ها اشاره می شود.
منبع انرژی
همانطور که اشاره شد، ماشينکاري التراسونيک نیاز به امواج فراصوت با فرکانس بالا دارد. بنابراین یک منبع تغذیه با ولتاژ و فرکانس بالا برای این فرآیند نیاز است. این قسمت، فرکانس پایین (60 هرتز) را به فرکانس بالا (20 کیلو هرتز) تبدیل می کند.
مبدل مغناطیسی
مبدل مورد استفاده در ماشینکاری التراسونیک انرژی الکتریکی را به ارتعاش مکانیکی تبدیل می کند. به طور عمده دو نوع مبدل وجود دارد که در ماشینکاری التراسونیک استفاده می شود. این مدل ها شامل مبدل پیزوالکتریک و مبدل مغناطیسی می شوند.
تقویت کننده
تقویت کننده یا ترانسفورماتور، سرعت ارتعاشات التراسونیک را تقویت می کنند. در واقع ارتعاش مکانیکی ایجاد شده توسط مبدل، از تقویت کننده عبور می کند و تقویت می شود. تقویت کننده به شکل مخروطی است، کاهش سطح مقطع باعث تقویت ارتعاش و ایجاد ارتعاش شدید دامنه مورد نظر در انتهای فرآیند می شود.
ابزار
ابزار استفاده شده در ماشينکاري التراسونيک باید به گونه ای باشد که فرورفتگی توسط ذرات ساینده منجر به شکستگی آن نشود. بنابراین این ابزار توسط مواد سخت، قوی و انعطاف پذیر مانند فولاد، فولاد زنگ نزن و…برای کاهش سایش ساخته شده است.
دوغاب ساینده
دوغاب مبتنی بر آب، به صورت یک جریان ثابت از ذرات ساینده بین ابزار و قطعه کار جریان دارد. کاربید سیلیکون، اکسید آلومینیوم و کاربید بور به عنوان ذرات ساینده در این دوغاب استفاده می شود. اندازه شن ساینده معمولا در محدوده 100-1000 مش است. اندازه های کوچک این ذرات باعث ایجاد سطوح صاف تری می شوند و اندازه های بزرگتر باعث ماشین کاری سریع تر می شود.
انواع ماشینکاری التراسونیک
انواع ماشينکاري التراسونيک در دو صورت ماشین کاری ارتعاشی فراصوتی دوار و ماشین کاری ارتعاشی فراصوتی به کمک مواد شیمیایی وجود دارد.
دستگاه ماشینکاری التراسونیک
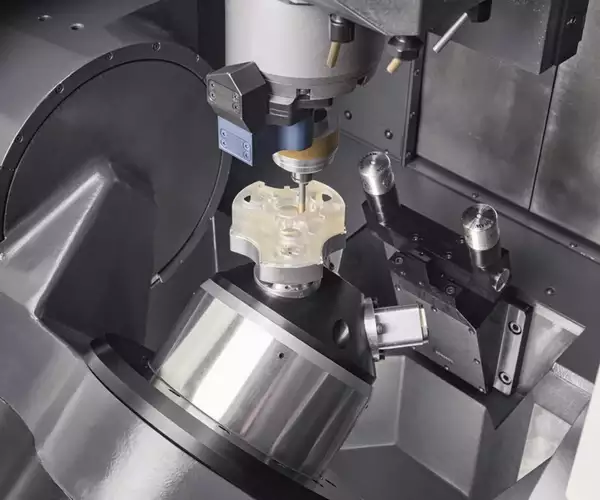
ماشین کاری التراسونیک دوار
در این نوع از ماشینکاری التراسونیک ، ابزار نوسان کننده حول محور قائم دوران می کند. سپس برای براده برداری به جای استفاده از دوغاب، سطح ابزار برش به وسیله الماس پوشانده می شود. ماشین کاری التراسونیک دوار در ماشین کاری سرامیک های پیشرفته، شیشه ها، سرامیک های ساختمانی، آلومینیوم و آلیاژ های تیتانیوم به کار می رود. روش ماشین کاری التراسونیک دوار، یک فرآیند تولیدی نسبتا جدید و در حال توسعه است.
ماشین کاری ارتعاشی فراصوت به کمک مواد شیمیایی
در این فرآیند، یک سیال ساینده و واکنش پذیر برای ماشین کاری بهتر و با کیفیت تر مواد شیشه ای و سرامیکی استفاده می شود. در این روش با استفاده از یک محلول اسیدی، نرخ براده برداری و کیفیت پرداخت سطح به صورت قابل توجهی بهبود پیدا می کند. با وجود این که زبری سطح در این روش کاهش می یابد، به علت واکنش شیمیایی، قطر پروفیل نسبت به روش ماشین کاری فراصوتی با دوغاب ساینده کمی بیشتر است. لذا برای محدود کردن افزایش قطر پروفیل ورودی، ایمنی اپراتور و همچنین برای اطمینان از کیفیت محصول باید اسید به دقت و به درستی انتخاب شود.
مزایای ماشینکاری التراسونیک
این روش قابلیت ماشین کاری مواد شکننده و سخت با دقت بالا را دارد. لذا با استفاده از ماشینکاری التراسونیک می توان مواد شکننده مانند شیشه و فلزات غیر رسانا که با روش های غیر سنتی ماشین کاری نمی شوند را ماشین کاری کرد. ماشینکاری التراسونیک توانایی پردازش انواع مواد سخت را دارد و هیچ اعوجاجی در ماده کار شده ایجاد نمی شود. لذا می توان قطعاتی با تحمل بالا تولید کرد.

ماشینکاری التراسونیک
در این فرآیند، خواص فیزیکی قطعات ماشین کاری شده یکنواخت باقی خواهد ماند. ماشینکاری التراسونیک را می توان با ماشین کاری الکترولیتی/ فرسایش جرقه ای مواد رسانا ترکیب کرد. که منجر به ماشین کاری سریع تر می شود، با این حال، به دلایل مسائل اقتصادی به ندرت مورد استفاده قرار می گیرد.
معایب ماشینکاری التراسونیک
در ماشینکاری التراسونیک ، حذف فلز به دلیل مکانیزم فرسایش کند است. نوک ابزار به دلیل ضربه دائمی ذرات ساینده به سرعت فرسوده می شود. ماشین کاری سوراخ های عمیق با این روش آسان نیست زیرا دوغاب ساینده در پایین سوراخ جریان ندارد. همچنین ماشینکاری التراسونیک را فقط می توان برای ماشین کاری موادی استفاده کرد که دارای مقدار سختی حداقل 45 راکول سی هستند.
کاربرد ماشینکاری التراسونیک
ماشینکاری التراسونیک معمولا برای ماشین کاری مواد شکننده و مواد خیلی سخت استفاده می شود. شیشه، کاربید، سرامیک، سنگ های قیمتی و فولاد سخت شده رایج ترین موادی هستند که توسط ماشينکاري التراسونيک ، ماشین کاری می شوند. ماشینکاری التراسونیک را می توان برای سوراخ کردن محور مستقیم و منحنی استفاده کرد و همچنین برای رزوه زنی مواد و آلیاژ های سخت نیز از این فرآیند استفاده می شود. برخلاف سایر فرآیند های حذف فلز مانند فرآیند های شیمیایی و حرارتی، ماشینکاری التراسونیک به خواص فیزیکی قطعه کار آسیبی نمی رساند و خواص کریستالوگرافی قطعه حفظ می شود.
ماشینکاری التراسونیک
بنابراین ماشینکاری التراسونیک برای ماشین کاری مواد شکننده و حساس استفاده می شود. ماشینکاری التراسونیک امکان برش اشکال پیچیده و غیر یکنواخت را با دقت بالا فراهم می کند، بنابراین در کاربرد های نوری و الکتریکی که نیاز به برش دقیق تر و با کیفیت است، از این فرآیند استفاده می شود. ماشینکاری التراسونیک بسیار دقیق است لذا دندان پزشکان از آن برای سوراخ کردن دندان ها بدون ایجاد درد استفاده می کنند.
